Σημείο τήξης πλαστικού: Ένας πλήρης οδηγός για βιομηχανικούς αγοραστές και μηχανικούς υλικών;
Το νέο σας πλαστικό εξάρτημα μόλις στραβώθηκε και χαλάει στο πεδίο επειδή εγκαταστάθηκε κοντά σε μια πηγή θερμότητας. Τώρα αντιμετωπίζετε ανακλήσεις προϊόντων και μια πληγωμένη φήμη, όλα εξαιτίας μιας παρεξηγημένης προδιαγραφής υλικού.
Για τα πλαστικά, το « σημείο τήξης » είναι πολύπλοκο. Τα θερμοπλαστικά έχουν μια συγκεκριμένη θερμοκρασία τήξης (Tm) για την επεξεργασία τους, αλλά η πραγματική τους θερμική αντίσταση σε ένα προϊόν μετριέται καλύτερα από τη Θερμοκρασία Θερμικής Παραμόρφωσης (HDT), η οποία υποδεικνύει πότε ένα εξάρτημα θα παραμορφωθεί υπό φορτίο.
 Ενώ το όνομά μας είναι Prime Metals, η ολοκληρωμένη εξυπηρέτηση που προσφέρουμε για βιομηχανικό υλικό σημαίνει ότι έχουμε γίνει ειδικοί στην κατασκευή πλαστικών εξαρτημάτων για τα συγκροτήματα των πελατών μας. Έχω δει περισσότερα έργα να εκτροχιάζονται λόγω λανθασμένης επιλογής πλαστικού παρά σχεδόν οποιουδήποτε άλλου προβλήματος. Η κατανόηση του τρόπου με τον οποίο ένα πλαστικό συμπεριφέρεται με τη θερμότητα δεν είναι απλώς ακαδημαϊκή. Είναι το θεμέλιο ενός αξιόπιστου προϊόντος. Υπαγορεύει τον τρόπο με τον οποίο το επεξεργαζόμαστε στο εργοστάσιο και, το πιο σημαντικό, το αν θα επιβιώσει στον πραγματικό κόσμο.
Ενώ το όνομά μας είναι Prime Metals, η ολοκληρωμένη εξυπηρέτηση που προσφέρουμε για βιομηχανικό υλικό σημαίνει ότι έχουμε γίνει ειδικοί στην κατασκευή πλαστικών εξαρτημάτων για τα συγκροτήματα των πελατών μας. Έχω δει περισσότερα έργα να εκτροχιάζονται λόγω λανθασμένης επιλογής πλαστικού παρά σχεδόν οποιουδήποτε άλλου προβλήματος. Η κατανόηση του τρόπου με τον οποίο ένα πλαστικό συμπεριφέρεται με τη θερμότητα δεν είναι απλώς ακαδημαϊκή. Είναι το θεμέλιο ενός αξιόπιστου προϊόντος. Υπαγορεύει τον τρόπο με τον οποίο το επεξεργαζόμαστε στο εργοστάσιο και, το πιο σημαντικό, το αν θα επιβιώσει στον πραγματικό κόσμο.
Γιατί το «σημείο τήξης» στα πλαστικά είναι πιο περίπλοκο από ό,τι στα μέταλλα;
Έχετε συνηθίσει τα μέταλλα να έχουν ένα μόνο, ακριβές σημείο τήξης όπου μετατρέπονται από στερεά σε υγρή κατάσταση. Αλλά με τα πλαστικά, όροι όπως «σημείο μαλάκυνσης» και «υαλώδης μετάπτωση» χρησιμοποιούνται συχνά, προκαλώντας σύγχυση.
Τα πλαστικά χωρίζονται σε δύο οικογένειες: τα θερμοπλαστικά, τα οποία λιώνουν και μπορούν να αναδιαμορφωθούν, και τα θερμοσκληρυνόμενα, τα οποία απανθρακώνονται και καίγονται αντί να λιώνουν. Μέσα στα θερμοπλαστικά, η θερμική συμπεριφορά διαφέρει σημαντικά μεταξύ των κρυσταλλικών και των άμορφων τύπων, καθιστώντας ένα μόνο «σημείο τήξης» παραπλανητικό.
Θερμοπλαστικά έναντι θερμοσκληρυνόμενων
Αυτή είναι η πιο θεμελιώδης διαφορά. Τα θερμοπλαστικά (όπως το ABS, το πολυανθρακικό, το νάιλον) μπορούν να θερμανθούν μέχρι το σημείο τήξης τους, να ψυχθούν και να ξανατηχθούν χωρίς σημαντική υποβάθμιση. Αυτό τα καθιστά ιδανικά για χύτευση με έγχυση. Τα θερμοσκληρυνόμενα (όπως η εποξική ρητίνη, η σιλικόνη, η πολυουρεθάνη) υφίστανται μια μη αναστρέψιμη χημική αλλαγή όταν θερμαίνονται. Σκληραίνονται σε στερεά κατάσταση και δεν λιώνουν ξανά. Απλώς καίγονται.
Κρυσταλλικά έναντι Άμορφων Θερμοπλαστικών
Εδώ ξεκινά η πραγματική πολυπλοκότητα.
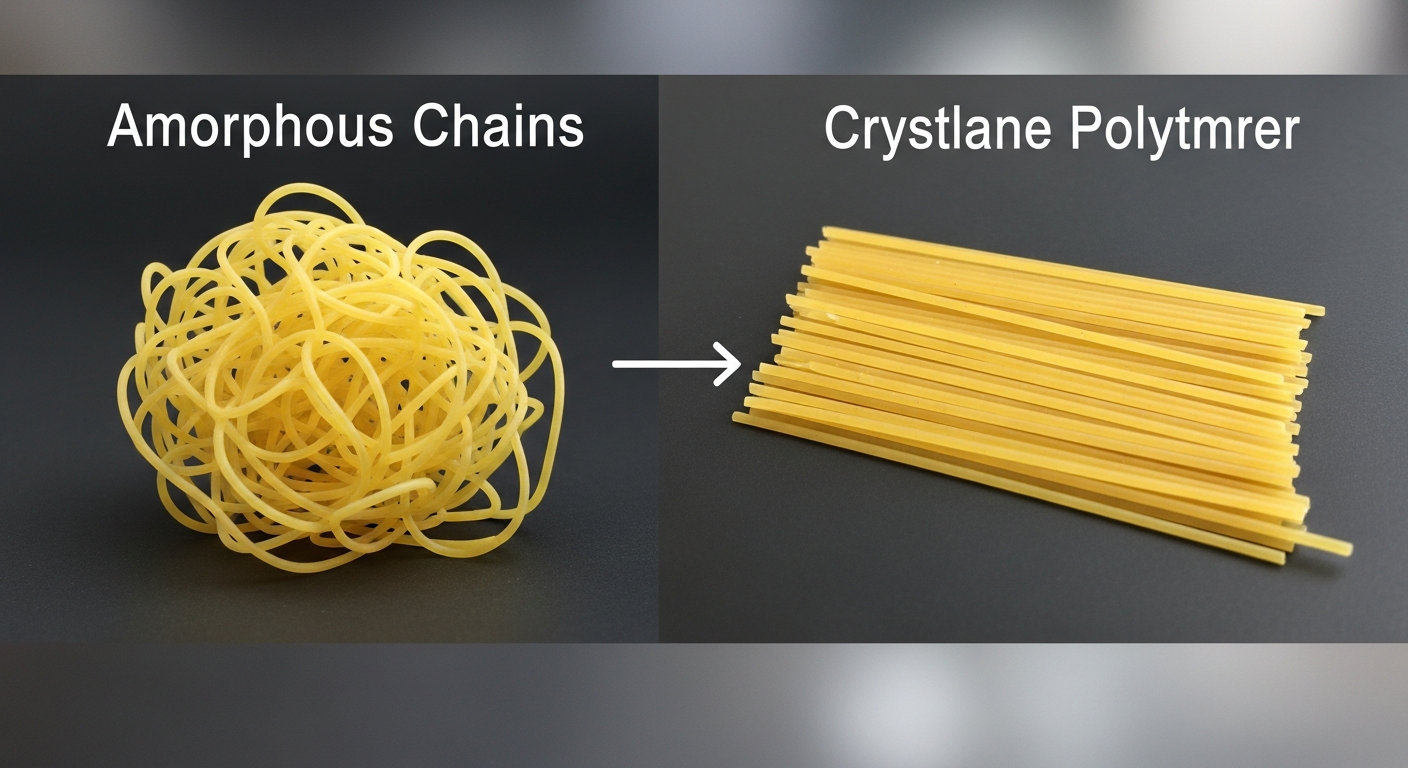
- Τα άμορφα πλαστικά (όπως το PC, το ABS) έχουν μια τυχαία, μπερδεμένη μοριακή δομή. Δεν έχουν πραγματικό σημείο τήξης. Αντίθετα, έχουν μια Θερμοκρασία Γυαλώδους Μετάπτωσης (Tg) , όπου μεταβαίνουν από μια σκληρή, υαλώδη κατάσταση σε μια μαλακή, ελαστική.
- Τα κρυσταλλικά πλαστικά (όπως το νάιλον, το PP) έχουν μια διατεταγμένη, δομημένη μοριακή αλυσίδα. Έχουν τόσο θερμοκρασία υαλώδους μετάπτωσης (Tg) όσο και μια ευκρινή, διακριτή θερμοκρασία τήξης (Tm) όπου οι κρυσταλλικές δομές διασπώνται και το υλικό γίνεται υγρό.
Πρακτικοί Ορισμοί για Αγοραστές
| Ορος | Συντομογραφία | Ισχύει για | Τι σημαίνει για εσάς |
|---|---|---|---|
| Θερμοκρασία μετάβασης γυαλιού | Tg | Όλα τα θερμοπλαστικά | Το σημείο όπου το πλαστικό μαλακώνει και χάνει την ακαμψία του. |
| Θερμοκρασία τήξης | Tm | Κρυσταλλικά θερμοπλαστικά | Το σημείο όπου το πλαστικό μετατρέπεται σε υγρό για χύτευση. |
| Θερμοκρασία εκτροπής θερμότητας | HDT | Όλα τα θερμοπλαστικά | Ο πραγματικός δείκτης της δομικής σταθερότητας ενός εξαρτήματος σε υψηλές θερμοκρασίες. |
Πώς επηρεάζει η θερμοκρασία τήξης τη διαδικασία χύτευσης με έγχυση;
Έχετε ορίσει ένα πλαστικό υψηλής θερμοκρασίας όπως το PEEK για το εξάρτημά σας, αλλά οι προσφορές που λαμβάνετε είναι υψηλές. Ο λόγος συχνά έγκειται στις ακραίες θερμοκρασίες επεξεργασίας που απαιτούνται, οι οποίες επηρεάζουν τα πάντα, από το κόστος ενέργειας έως τους χρόνους κύκλου.
Το σημείο τήξης υπαγορεύει τις βασικές παραμέτρους της διαδικασίας χύτευσης με έγχυση, συμπεριλαμβανομένης της θερμοκρασίας του κυλίνδρου, της θερμοκρασίας του καλουπιού και του απαιτούμενου χρόνου στεγνώματος. Οι λανθασμένες ρυθμίσεις οδηγούν σε ελαττώματα όπως κοντές βολές, σημάδια καψίματος ή αδύναμα εξαρτήματα.

Ρύθμιση της θερμοκρασίας του βαρελιού
Ο κύλινδρος της μηχανής χύτευσης με έγχυση είναι το σημείο όπου τήκονται τα πλαστικά σφαιρίδια. Η θερμοκρασία πρέπει να ρυθμιστεί πολύ πάνω από την Tg του πλαστικού και, για τα κρυσταλλικά πλαστικά, την Tm της. Εάν είναι πολύ χαμηλή, το πλαστικό δεν θα ρέει σωστά, οδηγώντας σε ατελή εξαρτήματα ("short shots"). Εάν είναι πολύ υψηλή, το υλικό μπορεί να υποβαθμιστεί, χάνοντας τις μηχανικές του ιδιότητες και προκαλώντας αποχρωματισμό ή "σημάδια καψίματος".
Θερμοκρασία και χρόνος κύκλου μούχλας
Το καλούπι θερμαίνεται ή ψύχεται επίσης σε μια συγκεκριμένη θερμοκρασία. Ένα ζεστό καλούπι βοηθά το λιωμένο πλαστικό να ρέει σε περίπλοκες λεπτομέρειες, ενώ ένα κρύο καλούπι βοηθά το εξάρτημα να στερεοποιηθεί πιο γρήγορα. Αυτή η φάση ψύξης είναι συχνά το μεγαλύτερο μέρος του κύκλου χύτευσης με έγχυση. Τα πλαστικά με υψηλά σημεία τήξης απαιτούν περισσότερη ενέργεια για να λιώσουν και συχνά περισσότερο χρόνο για να κρυώσουν, γεγονός που οδηγεί σε μεγαλύτερους χρόνους κύκλου και υψηλότερη τιμή τεμαχίου.
Ξήρανση υλικού πριν από τη χύτευση
Πολλά πλαστικά, ειδικά τα νάιλον και τα πολυανθρακικά, είναι «υγροσκοπικά», που σημαίνει ότι απορροφούν υγρασία από τον αέρα. Εάν αυτά τα σφαιρίδια λιώσουν χωρίς να στεγνώσουν σωστά πρώτα, το παγιδευμένο νερό μετατρέπεται σε ατμό, προκαλώντας φυσαλίδες, ραβδώσεις και σοβαρή ευθραυστότητα στο τελικό μέρος. Τα πλαστικά με υψηλά σημεία τήξης συχνά απαιτούν υψηλότερες θερμοκρασίες ξήρανσης για μεγαλύτερα χρονικά διαστήματα, προσθέτοντας ένα ακόμη κρίσιμο βήμα στη διαδικασία παραγωγής μας που είναι πιστοποιημένη κατά ISO 9001.
υψηλά σημεία τήξης συχνά απαιτούν υψηλότερες θερμοκρασίες ξήρανσης για μεγαλύτερα χρονικά διαστήματα, προσθέτοντας ένα ακόμη κρίσιμο βήμα στη διαδικασία παραγωγής μας που είναι πιστοποιημένη κατά ISO 9001.
Πώς αντιστοιχίζετε την αντοχή στη θερμότητα ενός πλαστικού με την εφαρμογή του;
το σημείο τήξης του πλαστικού σας είναι 220°C, αλλά το εξάρτημα παραμορφώθηκε σε περιβάλλον μόνο 120°C. Αυτή η συνηθισμένη αστοχία συμβαίνει επειδή το σημείο τήξης είναι μια μέτρηση επεξεργασίας και όχι απόδοσης.
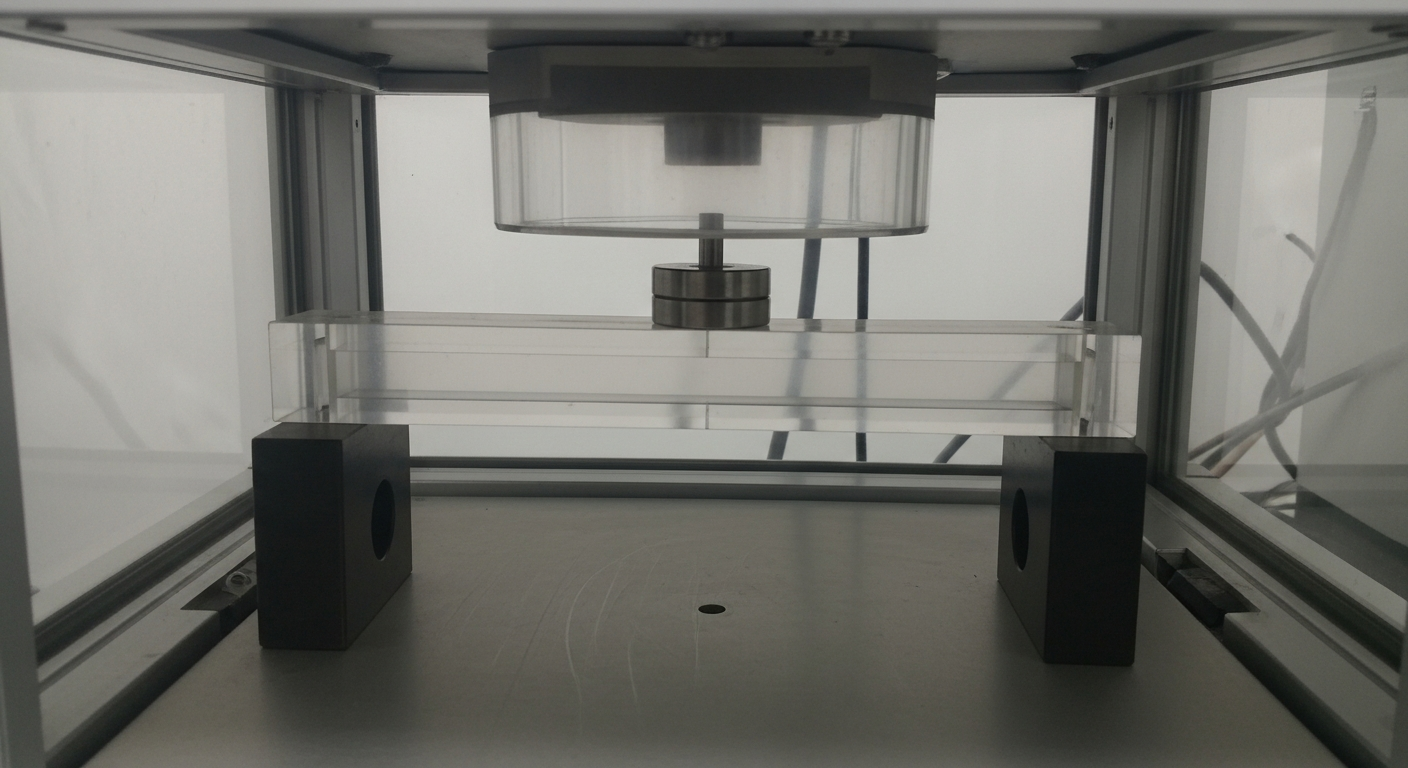
Για απόδοση σε πραγματικές συνθήκες, αγνοήστε το σημείο τήξης και εστιάστε στη Θερμοκρασία Θερμικής Παραμόρφωσης (HDT) . Η HDT είναι η θερμοκρασία στην οποία μια τυπική δοκιαστική ράβδος του πλαστικού θα αρχίσει να παραμορφώνεται υπό ένα συγκεκριμένο φορτίο, καθιστώντας την τον καλύτερο δείκτη δομικής απόδοσης σε υψηλές θερμοκρασίες.
 !
!
Ο κρίσιμος ρόλος της θερμοκρασίας εκτροπής θερμότητας (HDT)
Η δοκιμή HDT ορίζεται από πρότυπα όπως το ISO 75. Σας λέει σε ποια θερμοκρασία το υλικό χάνει την ακαμψία του και αρχίζει να λυγίζει. Αυτός είναι ο αριθμός που πρέπει να χρησιμοποιήσει ένας μηχανικός κατά το σχεδιασμό ενός πλαστικού εξαρτήματος που θα υποστεί οποιαδήποτε φυσική καταπόνηση σε ένα ζεστό περιβάλλον, όπως ένα κάλυμμα κινητήρα, ένα περίβλημα για ηλεκτρονικά ή ένα εξάρτημα σε ένα σύστημα ζεστού νερού.
Θερμοκρασία συνεχούς χρήσης (CUT)
Για εξαρτήματα που θα εκτίθενται σε υψηλή θερμότητα καθ' όλη τη διάρκεια ζωής τους (χιλιάδες ώρες), πρέπει να λάβετε υπόψη τη Θερμοκρασία Συνεχούς Χρήσης. Αυτή είναι μια χαμηλότερη βαθμολογία από την HDT και υποδεικνύει τη μέγιστη θερμοκρασία που μπορεί να αντέξει το υλικό μακροπρόθεσμα χωρίς σημαντική υποβάθμιση των ιδιοτήτων του. Αξιόπιστοι προμηθευτές υλικών όπως η DuPont ή η SABIC παρέχουν αυτά τα δεδομένα.
Κοινά πλαστικά και οι θερμικές τους ιδιότητες
| Πλαστικό υλικό | Τύπος | Θερμοκρασία τήξης (Tm) Περίπου. | HDT @ 0,45 MPa Περίπου. | Κοινή χρήση |
|---|---|---|---|---|
| ABS | Αμορφος | Δ/Α (Tg ~105°C) | 98°C | Ηλεκτρονικά περιβλήματα, καταναλωτικά αγαθά. |
| Πολυανθρακικό (PC) | Αμορφος | Δ/Α (Tg ~150°C) | 130°C | Φακοί, γυαλιά ασφαλείας, προστατευτικά μηχανημάτων. |
| Νάιλον 6/6 (PA66) | Κρυστάλλινος | 265°C | 90°C (Χωρίς πλήρωση) | Γρανάζια, ρουλεμάν, δομικά στοιχεία. |
| ΚΡΥΦΟΚΟΙΤΑΓΜΑ | Κρυστάλλινος | 343°C | 152°C (Χωρίς πλήρωση) | Αεροδιαστημική, ιατρική, σφραγίδες υψηλής απόδοσης. |
Μπορούν τα πρόσθετα και τα πληρωτικά να αλλάξουν το σημείο τήξης ενός πλαστικού;
Λάβατε μια προσφορά για ένα εξάρτημα από νάιλον με γέμιση γυαλιού, το οποίο είναι πολύ πιο ανθεκτικό σε υψηλές θερμοκρασίες από την τυπική έκδοση. Η κατανόηση του τρόπου λειτουργίας των προσθέτων είναι το κλειδί για τον καθορισμό οικονομικά αποδοτικών υλικών υψηλής απόδοσης.
Τα πληρωτικά όπως οι ίνες γυαλιού δεν αλλάζουν το θεμελιώδες σημείο τήξης (Tm) του πλαστικού, αλλά αυξάνουν δραματικά τη θερμοκρασία θερμικής παραμόρφωσης (HDT) και την ακαμψία του, επιτρέποντας στο εξάρτημα να διατηρεί το σχήμα του σε πολύ υψηλότερες θερμοκρασίες.
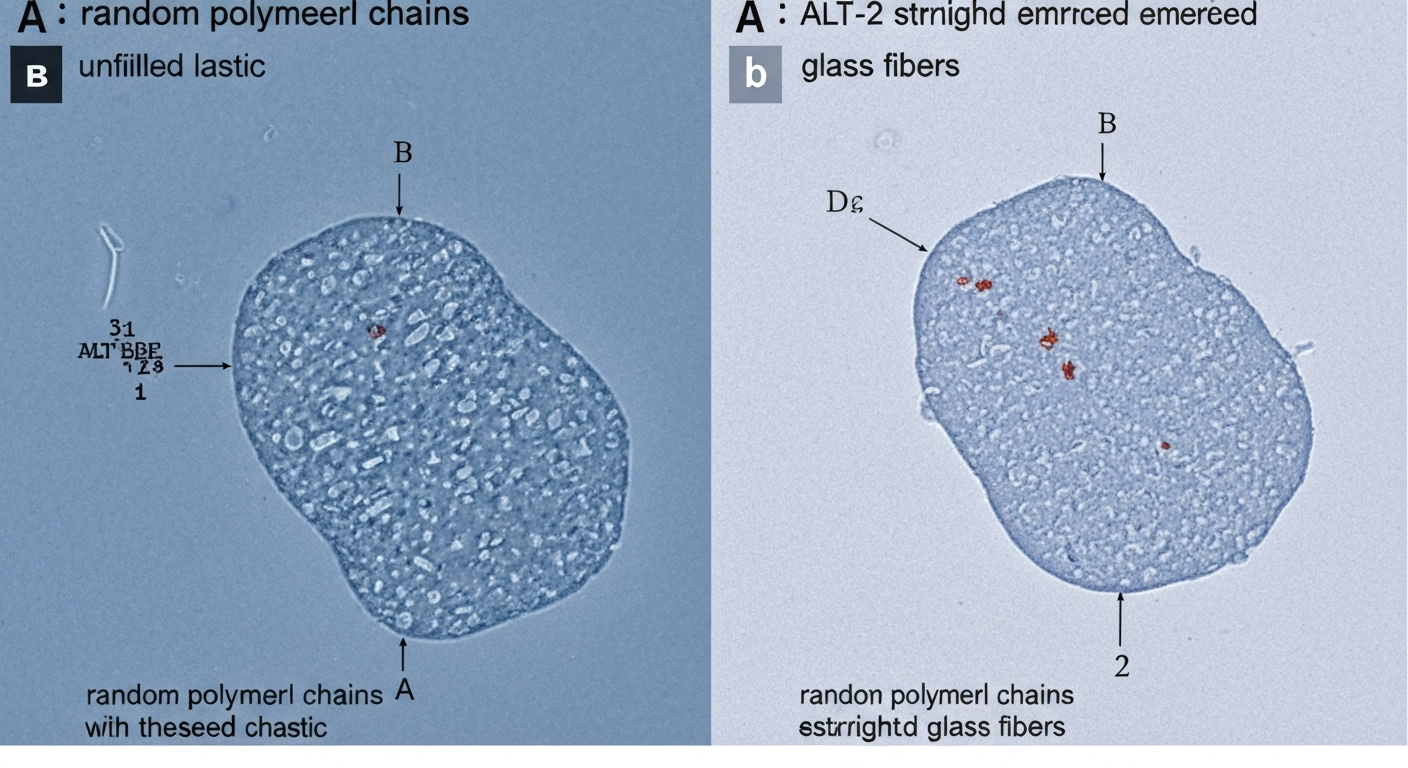
Η Δύναμη των Ενισχύσεων
Η προσθήκη τεμαχισμένων ινών γυαλιού ή ινών άνθρακα σε ένα θερμοπλαστικό είναι σαν την προσθήκη χαλύβδινου οπλισμού σε σκυρόδεμα. Η πλαστική ρητίνη εξακολουθεί να λιώνει στην ίδια θερμοκρασία, αλλά το άκαμπτο, εσωτερικό δίκτυο ινών εμποδίζει το σύνθετο υλικό να λυγίσει ή να χαλαρώσει μέχρι να επιτευχθούν πολύ υψηλότερες θερμοκρασίες. Ένα νάιλον 6/6 με 30% γέμιση γυαλιού , για παράδειγμα, μπορεί να έχει HDT περίπου 250°C , μια τεράστια βελτίωση σε σχέση με τους 90°C του αντίστοιχου μη γεμισμένου υλικού.
Ο Ρόλος των Τροποποιητών Κρούσης και των Πλαστικοποιητών
Άλλα πρόσθετα μπορούν να μεταβάλουν τη θερμική απόδοση. Οι τροποποιητές κρούσης είναι ελαστικά πολυμερή που προστίθενται για τη βελτίωση της σκληρότητας, αλλά συχνά μειώνουν ελαφρώς την HDT. Πλαστικοποιητές προστίθενται σε υλικά όπως το PVC για να τα κάνουν μαλακά και εύκαμπτα, γεγονός που μειώνει σημαντικά τη θερμοκρασία υαλώδους μετάπτωσης και την αντοχή τους στη θερμότητα.
Παρθένο έναντι Υλικού Επανακοπής
Στο εργοστάσιό μας, λαμβάνουμε συχνά ερωτήσεις σχετικά με τη χρήση "επαναλείβεσης" (ανακυκλωμένο υλικό από προηγούμενες διαδικασίες χύτευσης) για τη μείωση του κόστους. Ενώ αυτή είναι μια συνήθης πρακτική, είναι σημαντικό να ελέγχεται το ποσοστό. Η υπερβολική επαναλείανση μπορεί να οδηγήσει σε μείωση του μοριακού βάρους, προκαλώντας μια μικρή πτώση στο σημείο τήξης και μια πιο σημαντική μείωση των μηχανικών ιδιοτήτων και του HDT. Για κρίσιμες εφαρμογές, συνιστούμε πάντα τη χρήση 100% παρθένου υλικού και αυτό καθορίζεται στην τεκμηρίωση PPAP. Χρειάζεστε να συζητήσετε επιλογές υλικών; Επικοινωνήστε με την ομάδα μηχανικών μας .
Πώς επαληθεύουμε τις θερμικές ιδιότητες ενός πλαστικού στον ποιοτικό έλεγχο;
Έχετε εγκρίνει ένα σχέδιο που βασίζεται σε ένα φύλλο δεδομένων υλικού, αλλά πώς ξέρετε ότι τα πλαστικά σφαιρίδια που φτάνουν στο εργοστάσιο πληρούν πραγματικά αυτήν την προδιαγραφή; Μια ισχυρή διαδικασία ποιοτικού ελέγχου είναι απαραίτητη.
Επαληθεύουμε τις ιδιότητες των υλικών χρησιμοποιώντας δύο βασικές μεθόδους: την εξέταση του Πιστοποιητικού Ανάλυσης (CoA) από τον προμηθευτή υλικών για κάθε παρτίδα και τη χρήση εργαστηριακού εξοπλισμού, όπως το Διαφορικό Θερμιδομετρητή Σάρωσης (DSC), για την επιβεβαίωση θερμικών χαρακτηριστικών όπως το σημείο τήξης.