Chanfrein 101 : un guide complet pour les ingénieurs et les fabricants ?
Vos pièces arrivent-elles avec des bords tranchants et qui peuvent blesser les techniciens ? Ou rencontrez-vous des difficultés avec des composants qui s'assemblent difficilement parce qu'une goupille ne parvient pas à localiser correctement un trou ?
Un chanfrein est une arête de transition angulaire formée entre deux faces d'une pièce, généralement à 45 degrés. Son objectif principal est de briser les arêtes vives pour la sécurité et la manipulation, et de guider les pièces pour faciliter l'assemblage.
En tant qu'acheteur aux États-Unis, j'ai pu constater comment une simple caractéristique négligée comme un chanfrein pouvait faire la différence entre la réussite et l'échec d'un produit. Aujourd'hui, après plus de 30 ans à la tête de Prime Metals , je le constate depuis l'usine. Un chanfrein bien défini est le signe d'une conception soignée et d'un processus de fabrication de qualité. Il ne s'agit pas seulement de briser un bord ; c'est une caractéristique essentielle qui influence la sécurité, la fonctionnalité et même le coût. Découvrons ensemble tout ce que vous devez savoir.
Pourquoi un simple chanfrein est-il si critique dans la conception technique ?
Il est facile de négliger un chanfrein comme un détail mineur, mais cette petite surface angulaire résout un nombre surprenant de problèmes majeurs. L'ignorer peut entraîner des blessures lors de la manipulation, des défauts d'assemblage et des dommages aux composants.
Un chanfrein est essentiel car il supprime un bord fragile et tranchant comme un rasoir. Cela améliore la sécurité des opérateurs, empêche l'écaillage ou la rupture du bord et crée un passage qui guide les goupilles, les boulons et autres pièces lors de l'assemblage.

Pour la sécurité et la manipulation
La sécurité est la principale raison d'utiliser un chanfrein. Une arête métallique fraîchement usinée ou découpée est aussi tranchante qu'un couteau. Elle peut facilement blesser les opérateurs, les techniciens ou les utilisateurs finaux. Une simple note sur votre plan, telle que « Casser toutes les arêtes vives », constitue pour nous une instruction fondamentale : ajouter un petit chanfrein ou rayon à tous les angles, garantissant ainsi la sécurité de la manipulation de la pièce tout au long de son cycle de vie.
Pour aider à l'assemblage
Imaginez essayer d'insérer une goupille à extrémité plate dans un trou à angle vif de diamètre identique. C'est quasiment impossible. Un chanfrein à l'extrémité de la goupille et/ou à l'entrée du trou agit comme un entonnoir. Il guide les deux pièces ensemble, corrigeant les légers désalignements et rendant l'assemblage plus rapide et plus fiable. C'est crucial pour les chaînes de montage manuelles et automatisées .
Pour prévenir les dommages et améliorer la durabilité
Un angle aigu à 90 degrés est un point faible. Il est susceptible de s'écailler, de se cabosser ou de se renverser en cas de choc. Cela peut créer des bavures qui nuisent à son fonctionnement. L'ajout d'un chanfrein supprime cet angle fragile et le remplace par une surface angulaire robuste, bien plus résistante aux dommages pendant le transport, la manutention et l'utilisation.
Comment appeler correctement un chanfrein sur un dessin ?
L'interprétation que nous, le fabricant, faisons de votre intention de conception dépend entièrement de la spécification du chanfrein sur votre dessin technique . Toute ambiguïté peut conduire à des pièces non conformes à vos attentes.
Les chanfreins sont généralement spécifiés de deux manières : un angle et une distance (par exemple, 1 mm x 45°) ou deux distances pour les angles non égaux à 45° (par exemple, 1 mm x 2 mm). Ils peuvent être appliqués à des arêtes spécifiques ou sous forme de remarque générale.
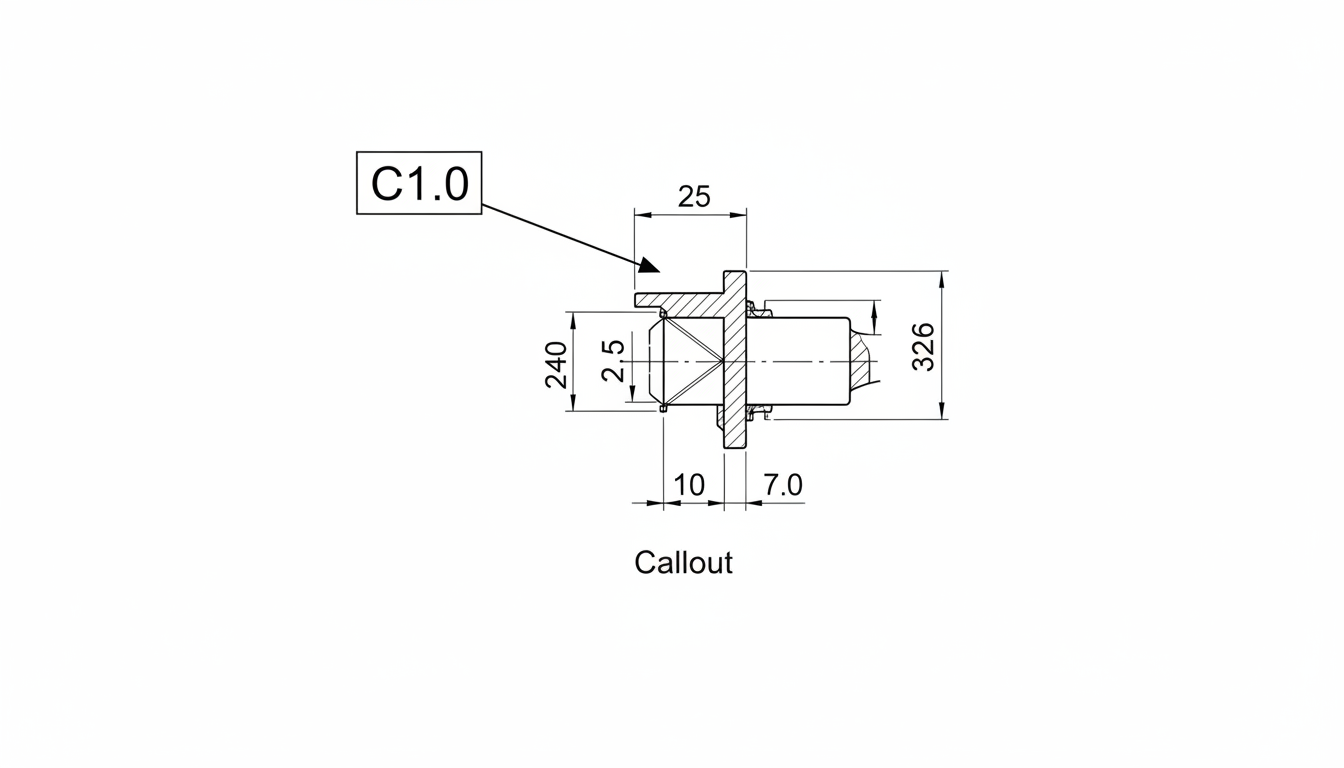
La méthode Angle x Distance (par exemple, 1x45° ou C1)
Il s'agit de la méthode la plus courante, notamment pour les chanfreins à 45 degrés. La mention « 1 x 45° » signifie que le chanfrein s'étend sur 1 mm à partir du coin, selon les directions axiale et faciale. Cela crée une forme de triangle isocèle. Sur de nombreux dessins, cette méthode est encore simplifiée. La mention « C1 » (ou « CH 1 ») est universellement comprise par les machinistes comme signifiant un chanfrein de 1 mm x 45°. Cette méthode est claire, concise et courante selon les normes de dessin comme la norme ISO 129-1 .
La méthode Distance x Distance
Lorsqu'un chanfrein n'est pas à 45 degrés, vous devez le spécifier à l'aide de deux mesures de distance (par exemple, 1 mm x 2 mm). Cela indique que le chanfrein s'étend de 1 mm vers l'arrière depuis l'angle sur une face et de 2 mm vers l'arrière depuis l'autre. Cette méthode est utilisée lorsqu'un biseau asymétrique , par exemple pour un angle d'attaque spécifique ou pour des raisons esthétiques.
Notes générales et légendes du bloc de titre
Si vous souhaitez que la plupart, voire la totalité, des arêtes de votre pièce présentent une rupture uniforme, il est inefficace de les indiquer individuellement. Vous pouvez plutôt ajouter une note générale dans le bloc de titre, telle que : « SAUF INDICATION CONTRAIRE, CASSEZ TOUTES LES ARRÊTES VIVES C0,5 ». Cela nous indique d'appliquer un chanfrein standard de 0,5 mm partout, sauf si une arête spécifique fait l'objet d'une mention différente.
Comment crée-t-on réellement un chanfrein en usine ?
L'ajout d'un chanfrein ne se limite pas à un simple coup de lime. C'est une étape de fabrication planifiée qui nécessite les outils et les procédés adéquats pour garantir constance et précision, que ce soit sur nos machines CNC ou nos presses à emboutir.
Les chanfreins sont généralement réalisés par usinage CNC avec un outil de chanfreinage spécifique. Ils peuvent également être formés par meulage, emboutissage (frappe) ou ébavurage en masse, comme le tonnelage, pour les arêtes non critiques.
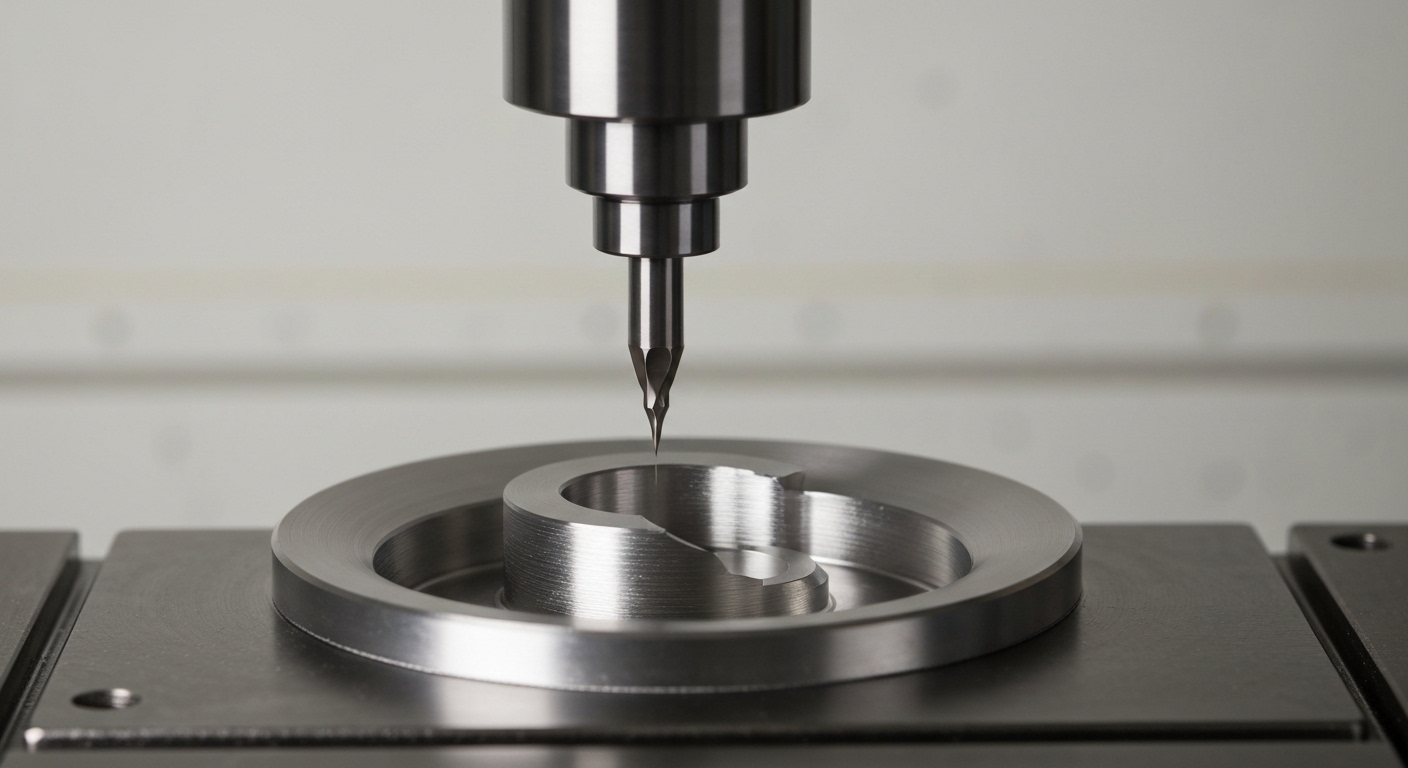
Usinage CNC
Il s'agit de la méthode la plus précise et la plus reproductible. Nous utilisons des fraises à chanfreiner dédiées, des forets à pointer, voire même le côté d'une fraise pour réaliser un chanfrein précis et net, selon vos spécifications exactes. Cette méthode est programmée directement dans le fichier FAO et offre un contrôle précis de l'angle et de la taille. C'est la méthode standard pour tout chanfrein avec une tolérance spécifique.
Affûtage
Pour les matériaux trempés ou lorsqu'une finition de surface extrêmement fine et une grande précision sont requises, nous pouvons réaliser le chanfrein à l'aide d'une meule. La pièce est fixée, puis une meule profilée est utilisée pour abraser le matériau, ce qui produit un biseau très net et précis.
Ébavurage manuel et en masse
Pour les opérations d'ébarbage générales, où la précision des dimensions n'est pas essentielle, des chanfreins peuvent être créés par des procédés secondaires. Pour la production en série de pièces embouties , les pièces peuvent être passées au tambour dans une machine vibrante avec un matériau céramique, qui roule sur toutes les arêtes pour éliminer les bavures et créer un petit chanfrein irrégulier. Pour les pièces de grande taille ou les emplacements spécifiques, un technicien qualifié peut utiliser un outil d'ébavurage manuel ou une lime.
| Méthode | Précision | Coût | Application |
|---|---|---|---|
| Usinage CNC | Haut | Moyen | Chanfreins contrôlés et spécifiés sur n'importe quelle fonction. |
| Affûtage | Très élevé | Haut | Matériaux trempés, bords de haute précision. |
| Culbute | Faible | Très faible | Ébavurage en masse non critique de petites pièces. |
| Ébavurage manuel | Variable | Moyen | Pièces uniques, grandes pièces, emplacements spécifiques. |
Chanfrein ou congé : lequel est le plus adapté à votre conception ?
L'interprétation que nous, le fabricant, faisons de votre intention de conception dépend entièrement de la spécification du chanfrein sur votre dessin technique. Toute ambiguïté à ce niveau peut conduire à des pièces non conformes à vos attentes.
Les chanfreins sont généralement spécifiés de deux manières : un angle et une distance (par exemple, 1 mm x 45°) ou deux distances pour les angles non égaux à 45° (par exemple, 1 mm x 2 mm). Ils peuvent être appliqués à des arêtes spécifiques ou sous forme de remarque générale.
Qu'est-ce qu'un filet ? (Le bord arrondi)
Un congé, ou rayon, est un angle arrondi sur une pièce. Un congé « interne » est comparable à l'angle intérieur d'une poche, tandis qu'un congé « externe » arrondit une arête extérieure vive (souvent appelée simplement « rayon »). Comme l'expliquent des ressources techniques comme l'article Wikipédia sur les congés , leur fonction mécanique principale est de répartir les contraintes.
Différences fonctionnelles : concentration du stress
C'est la différence la plus importante. Les angles vifs internes sont des points de forte concentration de contraintes. Lorsqu'une pièce est soumise à une charge, les contraintes la traversent et s'accumulent aux angles vifs, ce qui peut entraîner des fissures et une défaillance de la pièce. Un congé interne arrondi permet une circulation fluide des contraintes, augmentant considérablement la résistance à la fatigue et la résistance de la pièce. Un chanfrein ne réduit guère la concentration de contraintes.
Choisir la bonne fonctionnalité pour votre application
Utilisez un chanfrein lorsque :
- Vous avez besoin d'une entrée pour l'assemblage (par exemple, l'entrée d'un trou).
- Votre objectif principal est la sécurité et la destruction d'un bord tranchant.
- L'apparence d'un bord biseauté est souhaitée.
Utilisez un filet lorsque :
- Vous devez réduire la concentration de contraintes sur un coin interne.
- La pièce sera soumise à des vibrations ou à des charges cycliques.
- Vous avez besoin d’un bord extérieur lisse et arrondi pour des raisons ergonomiques ou esthétiques.
Une simple spécification de chanfrein peut-elle augmenter le coût de votre pièce ?
Oui, absolument. Comme pour toute autre caractéristique, la façon dont vous spécifiez un chanfrein peut avoir un impact significatif sur le coût final de la pièce. Sur-tolérer une caractéristique non critique est l'une des causes les plus courantes d'augmentation inutile des coûts.
Une tolérance trop stricte sur la dimension ou l'angle d'un chanfrein nous oblige à utiliser des méthodes de fabrication et d'inspection plus précises (et plus lentes). De plus, placer des chanfreins sur des éléments internes difficiles d'accès peut augmenter considérablement les temps de programmation et d'usinage.
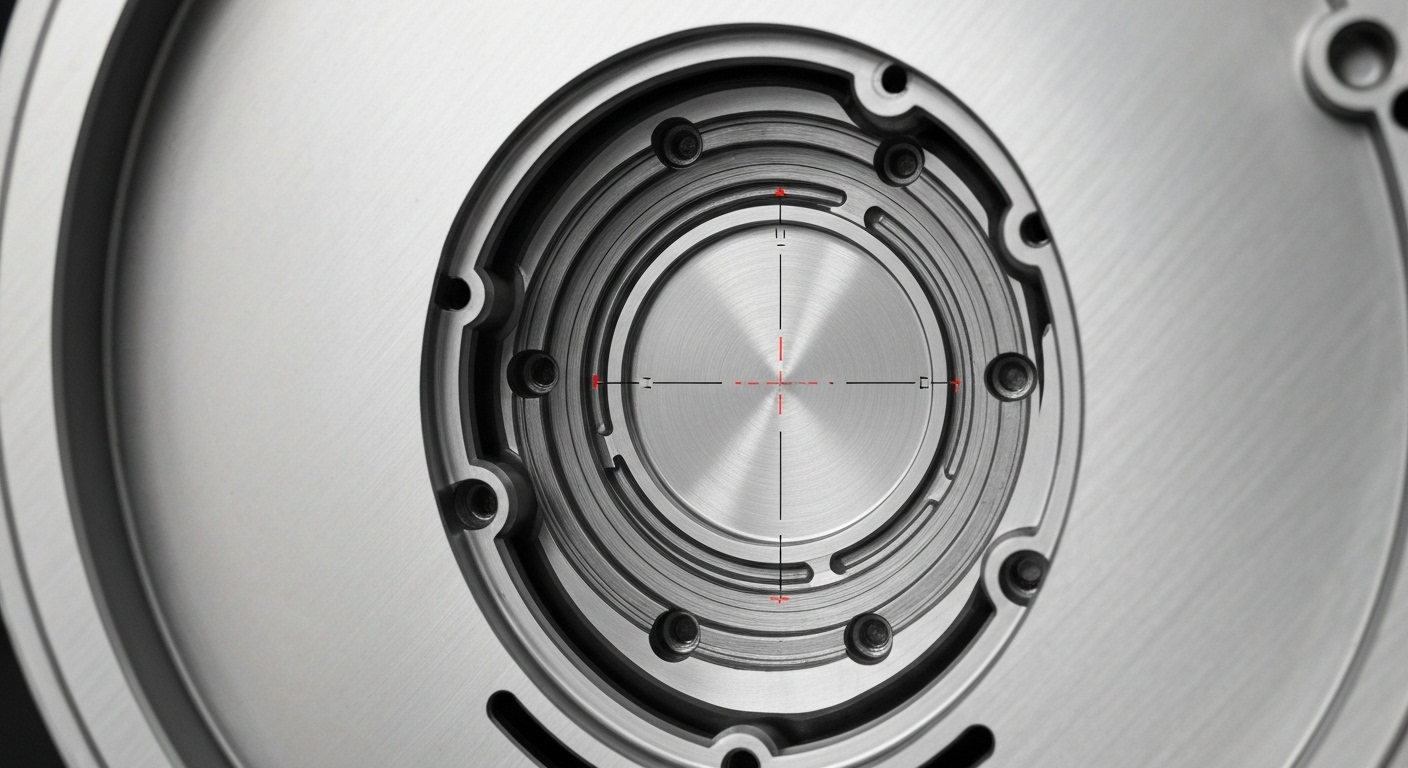
Le coût des tolérances serrées
Si votre dessin présente une tolérance générale de +/- 0,1 mm et que votre chanfrein C0,5 est inférieur, sa réalisation est simple. Mais si vous ajoutez une tolérance spécifique de +/- 0,02 mm à ce même chanfrein, le processus change radicalement. Il nécessite désormais un usinage plus précis et doit être vérifié à l'aide d'outils d'inspection avancés comme un comparateur optique, et non plus simplement par un simple contrôle visuel. N'appliquez des tolérances strictes qu'aux chanfreins essentiels à la fonction.
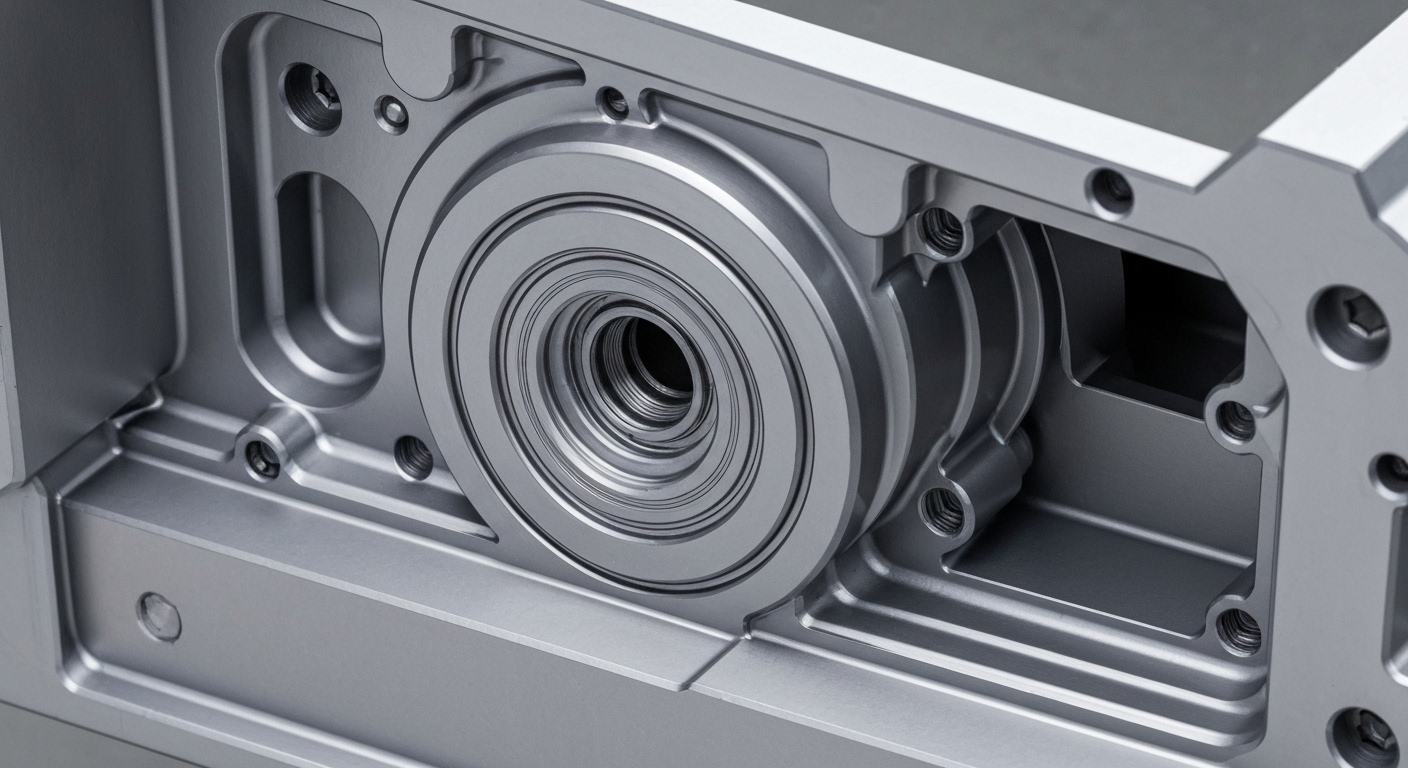
L'impact de l'accessibilité des fonctionnalités
Un chanfrein sur le bord extérieur d'une pièce est simple à usiner. Un chanfrein à l'arrière d'un trou traversant ou au fond d'une poche est une autre histoire. Il peut nécessiter un outillage spécifique (comme un outil de chanfreinage arrière) ou une configuration machine supplémentaire, ce qui augmente considérablement le temps et les coûts. Il est important de toujours se demander si un chanfrein dans une zone difficile d'accès est réellement nécessaire.
Chanfreins standard ou personnalisés
Un chanfrein à 45 degrés est standard. Nous disposons de forets à pointer à 90 degrés et de fraises à chanfreiner à 45 degrés prêtes à l'emploi. Si vous spécifiez un chanfrein à 38,5 degrés, nous pourrions devoir rectifier un outil personnalisé ou utiliser un parcours d'outil de surfaçage 3D beaucoup plus lent. Privilégiez les angles standards (30, 45, 60 degrés) autant que possible pour maîtriser les coûts.
À propos de l'auteur
Je m'appelle Kevin. J'ai débuté ma carrière aux États-Unis, où je m'occupais de l'approvisionnement en composants industriels pour de grandes entreprises. J'ai appris à mes dépens que les petits détails d'un plan peuvent avoir des conséquences considérables sur la chaîne de production. Depuis la création de Prime Metals en 1993, je me consacre à bâtir une entreprise qui agit comme un véritable partenaire industriel, aidant nos clients à optimiser leurs conceptions en termes de qualité, de fiabilité et de coût.
Foire aux questions (FAQ)
Quelle est la taille standard d'un chanfrein ?
Bien qu'il n'existe pas de norme universelle, les tailles de chanfrein courantes et économiques pour la rupture des bords sont C0,2, C0,5 et C1,0 (en millimètres). Il est recommandé d'utiliser une taille uniforme pour tous les chanfreins d'une même pièce.
Que signifie « casser les bords » sur un dessin ?
« Casser les bords » est une instruction générale donnée au fabricant pour supprimer tous les angles vifs à 90 degrés afin de garantir la sécurité de la manipulation d'une pièce. Cela implique un petit chanfrein ou rayon non dimensionné, généralement de l'ordre de 0,2 à 0,5 mm.
Pouvez-vous chanfreiner des trous internes ?
Oui, absolument. Le chanfreinage de l'entrée d'un trou est une pratique courante pour faciliter l'assemblage. Nous utilisons généralement une perceuse à pointeau ou un outil de chanfreinage dédié. Le chanfreinage de l'arrière d'un trou est également possible, mais nécessite un outillage spécifique et est plus coûteux.
Pouvez-vous ajouter un chanfrein à une pièce estampée ?
Oui. Un chanfrein peut être « frappé » dans une pièce emboutie pendant l'opération d'emboutissage elle-même. Cela implique la conception de l'élément dans la matrice d'emboutissage. Pour les pièces embouties existantes, des chanfreins peuvent être ajoutés lors d'une opération de reprise ou de tréfilage.
Transformez votre conception en réalité
Comprendre l'impact d'une simple caractéristique comme un chanfrein sur la fonctionnalité, la sécurité et le coût de votre conception est essentiel à une ingénierie efficace. Nous sommes là pour vous aider à traduire cette compréhension en pièces finies de haute qualité.
Laissez notre équipe d’experts examiner votre conception et vous proposer une solution de fabrication qui répond à vos besoins.
➡️ Télécharger une demande de devis / Contacter Prime aujourd'hui