Ի՞նչ նվազագույն և առավելագույն հաստություն կարող է մշակել Prime-ը պատվերով դրոշմված բաղադրիչների համար։
Դուք նախագծո՞ւմ եք նոր արտադրանք և անվստահ եք, թե արդյոք ձեր թիթեղյա մասը չափազանց բարակ է ձևավորելու համար, թե՞ չափազանց հաստ՝ կտրելու համար: Մատակարարի հնարավորություններից դուրս նյութի հաստության նշումը կարող է հանգեցնել թանկարժեք վերաձևակերպումների, գործիքների խափանման և արտադրության լուրջ ուշացումների:
Ընդհանուր առմամբ, մենք մշակում ենք նյութերի հաստություն ՝ սկսած 0.1 մմ-ից (0.004 դյույմ)՝ նուրբ էլեկտրոնիկայի համար, մինչև 12 մմ (մոտ 0.5 դյույմ)՝ ամուր կառուցվածքային բաղադրիչների համար: Այնուամենայնիվ, ձեր մասի ճշգրիտ սահմանը մեծապես կախված է նյութի տեսակից, մասի բարդությունից և պահանջվող մամլիչի տոննաժից:

Ես այս հարցի երկու կողմերում էլ եմ եղել՝ սկզբում որպես ԱՄՆ-ում գնորդ՝ փորձելով ստանալ հստակ պատասխաններ, իսկ հիմա՝ ավելի քան 30 տարի, ղեկավարելով Prime Metals-ը ։ Կարող եմ ասել ձեզ, որ պարզ թիվը երբեք ամբողջ պատմությունը չէ։ Իրական պատասխանը կայանում է ձեր դիզայնի և մետաղի ձևավորման ֆիզիկայի միջև փոխազդեցության հասկանալու մեջ։ Եկեք ուսումնասիրենք այն գործոնները, որոնք իսկապես սահմանում են մեր դրոշմման հնարավորությունները ձեր նախագծի համար։
Ինչպե՞ս է որոշվում բարակ տրամաչափի դրոշմման համար նվազագույն հաստությունը։
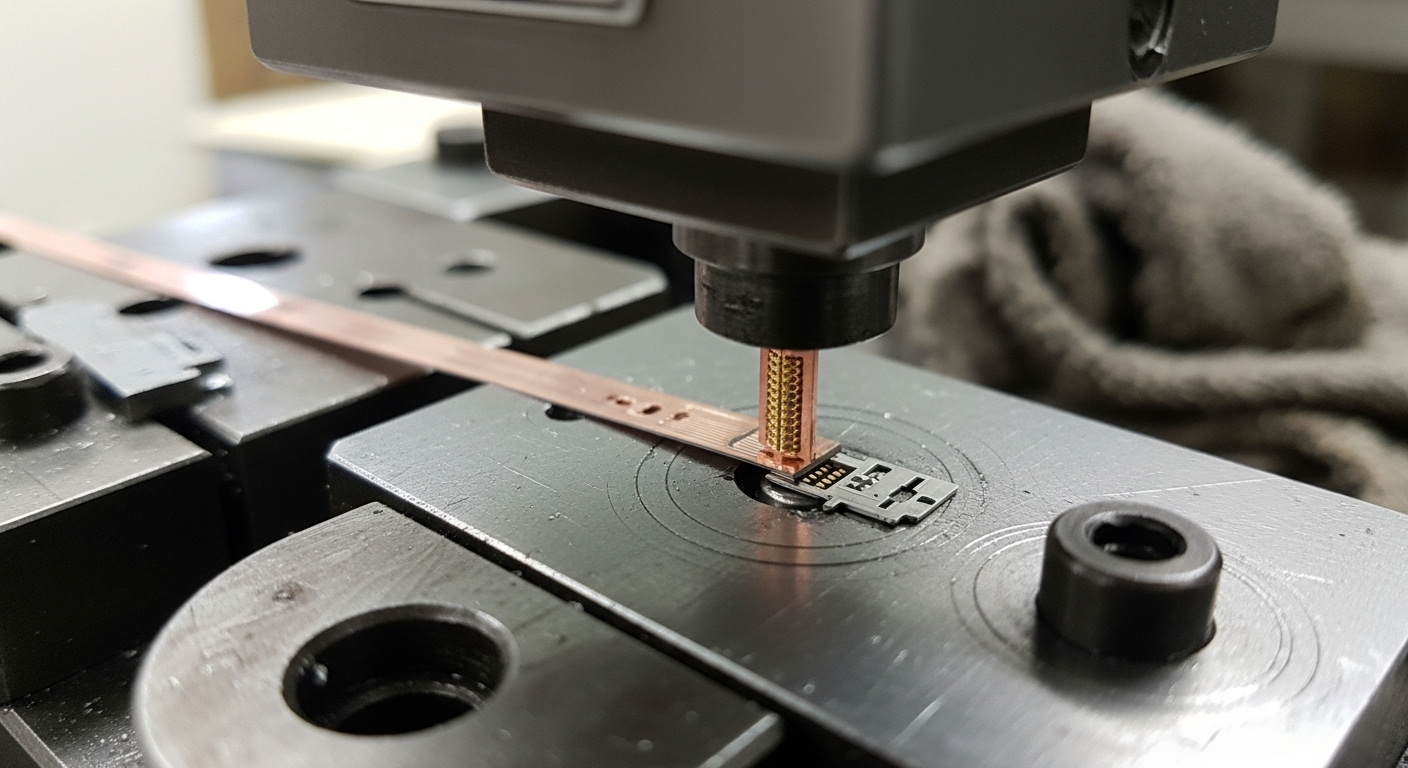
Երբ գործ ունեք փայլաթիթեղների և միջադիրների հետ, մարտահրավերները ուժի մեջ չեն, այլ նրբության մեջ։ Գերբարակ նյութերի կառավարումը պահանջում է մասնագիտացված գործիքակազմ և դրանց վարքագծի խորը ըմբռնում։
Նյութի վերականգնման և ճկունության մարտահրավերը
Բարակ նյութերը, մասնավորապես բարձր ամրության համաձուլվածքները, ձևավորվելուց հետո հակված են «վերադառնալ» կամ ճկվել իրենց սկզբնական ձևին։ Մենք պետք է ճշգրիտ ծռենք նյութը, որպեսզի այն վերադառնա ճիշտ անկյան տակ։ 0.2 մմ-ից բարակ նյութերի համար սա պահանջում է աներևակայելիորեն խիստ վերահսկողություն դրոշմիչի, սեղմման արագության և նյութի հատկությունների նկատմամբ։
Ճշգրիտ գործիքավորման անհրաժեշտությունը
Բարակ տրամաչափի դրոշմման համար բացվածքը՝ դակիչի և դրոշմիչի միջև եղած բացվածքը, մանրադիտակային է: Եթե այն չափազանց մեծ է, ապա առաջանում է փոս, եթե չափազանց փոքր է, գործիքը վաղաժամ մաշվում է: Մեր գործիքագործները մասնագետներ են միկրոններով չափվող բացվածքներով դրոշմիչներ ստեղծելու գործում՝ յուրաքանչյուր հարվածով մաքուր, փոսերից զերծ կտրվածք ապահովելու համար, նույնիսկ ամենաբարակ նյութերի վրա:
Նուրբ և միկրո-դրոշմանիշի ընդհանուր կիրառություններ
Մենք սովորաբար աշխատում ենք բարակ չափսի նյութերով այն ոլորտներում, որոնք պահանջում են ճշգրտություն և մանրացում: Սա ներառում է.
- Էլեկտրոնիկա՝ EMI/RFI պաշտպանություն, մարտկոցի կոնտակտներ, լարերի շրջանակներ և միակցիչներ։
- Բժշկական՝ վիրաբուժական գործիքների բաղադրիչներ և ախտորոշիչ սարքերի մասեր։
- Ավիատիեզերք. միջադիրներ, միջադիրներ և թեթև ամրակներ։
Ի՞նչ մամլիչի հնարավորություններ են անհրաժեշտ առավելագույն հաստության համար։
Հաստ թիթեղով մետաղի դրոշմումը հսկայական ուժի խաղ է: Հիմնական սահմանափակող գործոնը տոննաժն է, կամ առավելագույն ուժը, որը մեր մամլիչները կարող են գործադրել նյութը կտրելու և ձևավորելու համար:

Մամուլի տոննաժի կարևոր դերը
10 մմ հաստությամբ պողպատե կտորի կտրումը պահանջում է անհավանական ուժ: Մեր մամլիչների նավատորմը տատանվում է 25 տոննայից՝ փոքր մասերի համար, մինչև 800 տոննա՝ ծանր աշխատանքների համար: Պահանջվող տոննաժը ուղղակիորեն կախված է նյութի կտրման ամրությունից և կտրվածքի ընդհանուր երկարությունից: Ցանկացած հարցման դեպքում մեր ինժեներները նախ հաշվարկում են անհրաժեշտ տոննաժը՝ համոզվելու համար, որ մենք ունենք աշխատանքի համար ճիշտ մեքենան:
Գործիքի ամրության և դիզայնի կարևորությունը
Հաստ մետաղը դրոշմելու համար անհրաժեշտ ուժը ոչ միայն ձևավորում է մասը, այլև պատժում է գործիքը: Մեր ծանր տրամաչափի մամլիչները պատրաստված են ամուր գործիքային պողպատներից, ինչպիսին է D2-ը, ամրացված հատվածներով, որոնք դիմակայում են միլիոնավոր բարձր հարվածային ցիկլերի: Գործիքի վատ դիզայնը հիմնական պատճառն է, թե ինչու են պակաս փորձառու մատակարարները ձախողվում հաստ նյութերի հետ աշխատելիս:
Խոշոր տրամաչափի դրոշմման կիրառությունների օրինակներ
Մեր բարձր տոննաժային կարողությունները կարևոր են այն ոլորտների համար, որոնք պահանջում են ամրություն և դիմացկունություն: Մենք արտադրում ենք պատվերով դրոշմման մասերի , ներառյալ՝
- Ավտոմոբիլային՝ շրջանակի բաղադրիչներ, կախոցի ամրակներ, շարժիչի ամրակներ։
- Կառուցվածք՝ կառուցվածքային միակցիչներ, հիմքային թիթեղներ, ծանր բեռնամբարձման պարագաներ։
- Գյուղատնտեսություն. Սարքավորումների շրջանակներ և գործիքների բաղադրիչներ։
Ինչպե՞ս է նյութի տեսակը ազդում դրոշմման հաստության սահմանների վրա։
Բոլոր մետաղները չէ, որ ստեղծվում են հավասար։ Ընտրված նյութն ամենամեծ ազդեցությունն ունի այն բանի վրա, թե որքան հաստությամբ կարող ենք դրոշմել ձեր մասը։ 5 մմ ալյումինե մասը զգալիորեն տարբերվում է դրոշմից, քան 5 մմ չժանգոտվող պողպատե մասը։

Փափուկ և կոշտ նյութերի դրոշմում
Ավելի մեղմ նյութերը, ինչպիսիք են ալյումինը, պղինձը և մեղմ պողպատը, ունեն ավելի ցածր կտրման ամրություն, ինչը նշանակում է, որ դրանք կտրելու և ձևավորելու համար պահանջում են ավելի քիչ տոննաժ: Սա հաճախ թույլ է տալիս մեզ դրանք դրոշմել ավելի մեծ հաստություններով տվյալ մամլիչի վրա: Ավելի կարծր նյութերը, ինչպիսիք են բարձր ամրության պողպատները և չժանգոտվող պողպատը, դիմադրում են դեֆորմացիային և պահանջում են զգալիորեն ավելի մեծ ուժ: Ավելի մեղմ նյութերը, ինչպիսիք են ալյումինը, պղինձը և մեղմ պողպատը, ունեն ավելի ցածր կտրման ամրություն , ինչը նշանակում է, որ դրանք կտրելու և ձևավորելու համար պահանջում են ավելի քիչ տոննաժ: Սա հաճախ թույլ է տալիս մեզ դրանք դրոշմել ավելի մեծ հաստություններով տվյալ մամլիչի վրա: Ավելի կարծր նյութերը, ինչպիսիք են բարձր ամրության պողպատները և չժանգոտվող պողպատը, դիմադրում են դեֆորմացիային և պահանջում են զգալիորեն ավելի մեծ ուժ:
Նյութի վրա հիմնված հաստության ուղեցույց
Այս աղյուսակը ընդհանուր պատկերացում է տալիս այն մասին, թե ինչպես է նյութի ընտրությունը ազդում հաստության հնարավորությունների վրա: Սրանք մոտավոր գնահատականներ են. բարդ երկրաչափությունները կարող են նվազեցնել այս առավելագույն արժեքները:
| Նյութի տեսակը | Տիպիկ առավելագույն հաստություն (800 տոննա հզորությամբ մամլիչի վրա) | Հիմնական դրոշմման նկատառումներ |
|---|---|---|
| Ալյումին (5052) | ~ 12 մմ (0.47 դյույմ) | Պահանջվում է ցածր ուժ, բայց հակված է պատռվելու, կարիք ունի քսման։ |
| Մեղմ պողպատ (1018) | ~ 10 մմ (0.39 դյույմ) | Շատ ձևավորվող, կանխատեսելի վարքագիծ, ոլորտի ելակետային ցուցանիշը։ |
| Անժանգոտվող պողպատ (304) | ~ 6 մմ (0.24 դյույմ) | Պահանջվում է մեծ ուժ, աշխատանքը արագ կարծրանում է, գործիքի բարձր մաշվածություն։ |
| HSLA պողպատ | ~ 8 մմ (0.31 դյույմ) | Ավելի բարձր ուժ, քան մեղմ պողպատը, զգալի ցատկ։ |
Աշխատանքային կարծրացում և դրա հետևանքները
Անժանգոտվող պողպատի և որոշ պղնձի համաձուլվածքների նման նյութերը շատ արագ «կարծրանում են»։ Երբ նյութը ծռվում և ձևավորվում է, այն դառնում է ավելի կոշտ և փխրուն։ Բազմակի ծռումներով բարդ մասերի համար մենք պետք է հաշվի առնենք սա մատրիցայի նախագծման մեջ՝ կոտրվածքները կանխելու համար, որոնք կարող են սահմանափակել խորը գծված կամ բարդ երկրաչափությունների համար գործնական հաստությունը։
Ինչպե՞ս է մասի բարդությունը ազդում հաստության սահմանափակումների վրա։
Պարզ հարթ ամրակը մի բան է, բարդ խորը գծված կորպուսը՝ բոլորովին այլ բան: Ձեր մասի երկրաչափությունը մեծ դեր է խաղում հնարավոր հաստության միջակայքը որոշելու գործում:

Խորը գծագրումն ընդդեմ պարզ դատարկման
Փակումը պարզապես երկչափ ձևի կտրում է, ուստի դրա սահմանափակումները հիմնականում կապված են տոննաժի հետ: Խորը փորագրությունը ենթադրում է մետաղական նախշը եռաչափ ձևի ձգում, օրինակ՝ տարայի կամ պատյանի: Հաստ նյութերի դեպքում մետաղը ձգելու համար անհրաժեշտ ուժերը հսկայական են: Բարակ նյութերի դեպքում նյութը հակված է կնճռոտվելու կամ պատռվելու: Խորը փորագրության համար կա «քաղցր կետ», որը հավասարակշռում է նյութի հաստությունը փորագրության խորության հետ:
Խիտ շառավղերի և սուր առանձնահատկությունների ազդեցությունը
Հաստ մետաղը սուր անկյունի շուրջ ծռելը ստեղծում է հսկայական լարվածության կենտրոնացում: Նյութի հաստության համար չափազանց նեղ շառավիղ ստեղծելու փորձը ճաքերի առաջացման հիմնական պատճառներից մեկն է: Որպես ընդհանուր կանոն, որը ճանաչվել է Precision Metalforming Association (PMA) , ներքին ծռման նվազագույն շառավիղը պետք է լինի առնվազն հավասար նյութի հաստությանը:
Հատկանիշների հավասարակշռումը նյութական հոսքի հետ
Պրոգրեսիվ մատրիցում մետաղը հոսում և ձգվում է մեկ կայանից մյուսը։ Մասի առանձնահատկությունները պետք է նախագծված լինեն այս հոսքը հաշվի առնելու համար։ Ծռմանը չափազանց մոտ անցքերը կարող են աղավաղվել։ Նեղ հատվածները կարող են ստեղծել թույլ կետեր, որոնք կարող են փչանալ ձևավորման լարվածության տակ, հատկապես ավելի հաստ, պակաս դիմացկուն նյութերի դեպքում։ Մեր «Արտադրելիության համար նախագծում» (DFM) ակնարկը միշտ վերլուծում է այս հնարավոր ձախողման կետերը։
Ինչպե՞ս ենք մենք որոշում ձեր նախագծի համար ճիշտ գործընթացը։
Մենք չենք ակնկալում, որ դուք դրոշմման մասնագետ լինեք։ Մեր աշխատանքն է վերցնել ձեր դիզայնը և մշակել հուսալի, կրկնվող գործընթաց՝ այն արտադրելու համար։ Ահա թե ինչպես ենք մենք ապահովում հաջողությունը առաջին իսկ շփումից։

Քայլ 1. RFQ և արտադրելիության նախագծման (DFM) վերանայում
Երբ դուք մեզ ուղարկում եք ձեր նկարը և պահանջները, մեր ինժեներական թիմը անմիջապես վերլուծում է այն: Մենք հաշվարկում ենք պահանջվող տոննաժը, գնահատում նյութը և փնտրում ենք ցանկացած առանձնահատկություն, որը կարող է մարտահրավեր լինել, ինչպիսիք են նեղ շառավղները կամ խորը ակոսները: Մենք ձեզ նախապես տրամադրում ենք այս կարծիքը:
Քայլ 2. Նյութերի ընտրություն և գործիքավորման ռազմավարություն
DFM-ի վերանայման հիման վրա մենք հաստատում ենք նյութի ընտրությունը և նախագծում ենք դրոշմման ամբողջ գործընթացը: Արդյո՞ք դա կլինի միաստիճան դրոշմ, թե՞ բազմաստիճան պրոգրեսիվ դրոշմ: Ի՞նչ գործիքային պողպատ է անհրաժեշտ: Պլանավորման այս փուլը կարևոր է որակն ապահովելու և ծախսերը կառավարելու համար:
Քայլ 3. Նախատիպի ստեղծում և առաջին հոդվածի ստուգում (FAI)
Մինչև զանգվածային արտադրությունը սկսելը, մենք արտադրական գործիքից պատրաստում ենք առաջին ապրանքը: Այս մասը ենթարկվում է խիստ ստուգման, որի ընթացքում մենք չափում ենք յուրաքանչյուր առանձնահատկություն ձեր գծագրի համեմատ: Մենք ձեզ տրամադրում ենք մանրամասն FAI զեկույց ձեր հաստատման համար՝ երաշխավորելով, որ մեր գործընթացը կարող է կատարելապես արտադրել ձեր մասը հիմնական արտադրության մեկնարկից առաջ:
Հեղինակի մասին
Իմ անունը Քևին է։ Իմ կարիերան սկսվել է ԱՄՆ-ում՝ արդյունաբերական սարքավորումներ ձեռք բերելով և անձամբ ուսումնասիրելով այն մատակարարների հետ աշխատելու ծախսերը, որոնք չէին կարողանում կատարել իրենց խոստումները։ 1993 թվականից ի վեր ես այդ դժվարությամբ ձեռք բերված դասերը կիրառել եմ Prime Metals-ի կառուցման գործում։ Մենք ստեղծել ենք մի գործարան, որը համատեղում է ամուր ինժեներական լուծումները թափանցիկ հաղորդակցության և խիստ որակի համակարգերի (ինչպիսիք են ISO 9001-ը և PPAP-ը), որոնք ակնկալում են միջազգային գնորդները։ Մենք ոչ միայն վաճառում ենք պահեստամասեր, այլև տրամադրում ենք արտադրական լուծումներ։
Հաճախակի տրվող հարցեր (FAQs)
Ո՞րն է տարբերությունը դատարկման և նուրբ դատարկման միջև:
թիթեղից ձև կտրելու ստանդարտ գործընթաց է : Նուրբ ծածքը մասնագիտացված, ավելի ճշգրիտ մեթոդ է, որն օգտագործում է բարձր ճնշման և V-օղակի համադրություն՝ լիովին կտրված, ուղիղ եզր ստանալու համար՝ առանց կոտրվածքի գոտու: Այն օգտագործվում է բարձր ճշգրտության բաղադրիչների համար, բայց սովորաբար սահմանափակվում է 12 մմ-ից փոքր նյութերի հետ:
Ինչպե՞ս է տոննաժը կապված նյութի հաստության հետ։
Տոննաժը մամլիչի կողմից գործադրվող ուժն է: Անհրաժեշտ ուժը հաշվարկվում է՝ կտրվածքի պարագծի երկարությունը բազմապատկելով նյութի հաստությամբ, ապա բազմապատկելով նյութի կտրման ամրությամբ: Նյութի հաստության կրկնապատկումը արդյունավետորեն կրկնապատկում է կտրվածքի համար անհրաժեշտ տոննաժը:
Կարո՞ղ եք դրոշմել նախապես պատված կամ պատված նյութերից պատրաստված մասերը։
Այո, մենք հաճախ աշխատում ենք նախապես պատված պողպատի (օրինակ՝ ցինկապատ կամ էլեկտրոլիտիկ ծածկույթով) և նախապես պատված ալյումինի ։ Սա հաճախ ավելի մատչելի է, քան առանձին մասերի պատումը դրոշմելուց հետո։ Գործիքները պետք է ուշադիր նախագծվեն՝ ծածկույթը ձևավորման գործընթացում պաշտպանելու համար։
Ի՞նչ է «գարնանային վերադարձը» և ինչպե՞ս այն վերահսկել։
Զսպանակային վերադարձը մետաղի՝ ծռվելուց հետո իր սկզբնական ձևին վերադառնալու միտումն է: Ինչպես բացատրվում է այնպիսի աղբյուրներում, ինչպիսին է Վիքիպեդիան ծռման վերաբերյալ , մենք դա փոխհատուցում ենք՝ մասը «գերծռելով» ճշգրիտ քանակությամբ, որը որոշվում է նյութի տեսակով, հաստությամբ և ծռման շառավղով:
Պատրա՞ստ եք սկսել ձեր նախագիծը։
Մեր փորձագիտությունն է լուծել նյութի հաստության, տոննաժի և գործիքավորման բարդությունները: Դուք տրամադրում եք դիզայնը, իսկ մենք կմշակենք հուսալի, մատչելի դրոշմման լուծում՝ այն կյանքի կոչելու համար:
Թող մեր թիմը վերանայի ձեր նախագիծը և ներկայացնի արտադրության հստակ ուղի։