Պլաստիկի հալման կետը. ամբողջական ուղեցույց արդյունաբերական գնորդների և նյութական ինժեներների համար:
Ձեր նոր պլաստիկե բաղադրիչը պարզապես ծռվել և խափանվել է դաշտում, քանի որ այն տեղադրվել է ջերմության աղբյուրի մոտ: Հիմա դուք բախվում եք ապրանքի հետկանչի և վնասված հեղինակության՝ այդ ամենը մեկ սխալ հասկացված նյութական սպեցիֆիկացիայի պատճառով:
Պլաստմասսայի դեպքում « հալման կետը » բարդ է: Ջերմապլաստիկները մշակման համար ունեն որոշակի հալման ջերմաստիճան (Tm), սակայն արտադրանքի մեջ դրանց իրական ջերմային դիմադրությունն ավելի լավ է չափվում ջերմային շեղման ջերմաստիճանով (HDT), որը ցույց է տալիս, թե երբ է մասը դեֆորմացվում բեռի տակ:
 Թեև մեր անունը «Փրայմ Մեթալս» է, արդյունաբերական սարքավորումների մեր միասնական ծառայությունը նշանակում է, որ մենք դարձել ենք մեր հաճախորդների հավաքման համար բարձրորակ պլաստիկ մասերի : Ես ավելի շատ նախագծեր եմ տեսել, որոնք խափանվել են պլաստիկի սխալ ընտրության պատճառով, քան գրեթե ցանկացած այլ խնդրի պատճառով: Պլաստիկի ջերմության նկատմամբ վարքի ըմբռնումը միայն ակադեմիական չէ. դա հուսալի արտադրանքի հիմքն է: Այն թելադրում է, թե ինչպես ենք մենք այն մշակում գործարանում և, ավելի կարևորը՝ արդյոք այն կդիմանա իրական աշխարհում:
Թեև մեր անունը «Փրայմ Մեթալս» է, արդյունաբերական սարքավորումների մեր միասնական ծառայությունը նշանակում է, որ մենք դարձել ենք մեր հաճախորդների հավաքման համար բարձրորակ պլաստիկ մասերի : Ես ավելի շատ նախագծեր եմ տեսել, որոնք խափանվել են պլաստիկի սխալ ընտրության պատճառով, քան գրեթե ցանկացած այլ խնդրի պատճառով: Պլաստիկի ջերմության նկատմամբ վարքի ըմբռնումը միայն ակադեմիական չէ. դա հուսալի արտադրանքի հիմքն է: Այն թելադրում է, թե ինչպես ենք մենք այն մշակում գործարանում և, ավելի կարևորը՝ արդյոք այն կդիմանա իրական աշխարհում:
Ինչո՞ւ է պլաստմասսայի «հալման կետը» ավելի բարդ, քան մետաղների դեպքում։
Դուք սովոր եք, որ մետաղներն ունենան մեկ, ճշգրիտ հալման կետ, որի ընթացքում դրանք պինդ վիճակից անցնում են հեղուկի: Սակայն պլաստմասսայի դեպքում օգտագործվում են «փափկման կետ» և «ապակե անցում» տերմիններ, որոնք շփոթություն են առաջացնում:
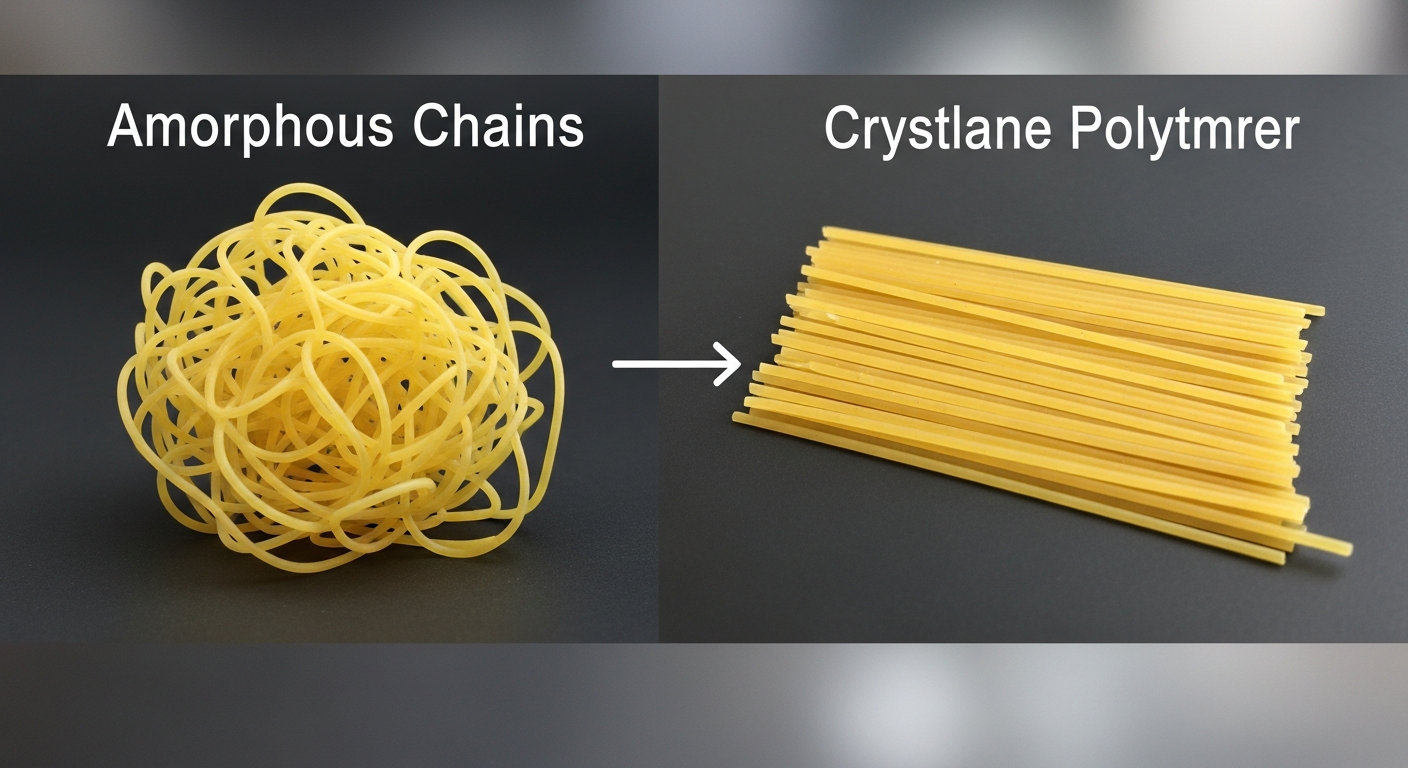
Պլաստմասսաները բաժանվում են երկու ընտանիքի՝ ջերմապլաստիկներ, որոնք հալվում են և կարող են վերաձևավորվել, և ջերմամեկուսիչներ, որոնք ածխանում և այրվում են հալվելու փոխարեն: Ջերմապլաստիկների ջերմային վարքագիծը մեծապես տարբերվում է բյուրեղային և ամորֆ տեսակների միջև, ինչը մեկ «հալման կետը» դարձնում է մոլորեցնող:
Ջերմապլաստիկներն ընդդեմ ջերմամեկուսիչների
Սա ամենահիմնարար բաժանումն է։ Ջերմապլաստիկները (ինչպիսիք են ABS-ը, պոլիկարբոնատը, նեյլոնը) կարող են տաքացվել մինչև հալման կետը, սառեցվել և կրկին հալվել առանց էական քայքայման։ Սա դրանք իդեալական է դարձնում ներարկման ձուլման համար։ Ջերմակայուն նյութերը (ինչպիսիք են էպօքսիդը, սիլիկոնը, պոլիուրեթանը) տաքացնելիս ենթարկվում են անդառնալի քիմիական փոփոխությունների։ Դրանք չորանում են՝ վերածվելով պինդ վիճակի և այլևս չեն հալվում. դրանք պարզապես կայրվեն։
Բյուրեղային ընդդեմ ամորֆ ջերմապլաստիկների
Ահա թե որտեղ է սկսվում իրական բարդությունը։
- Ամորֆ պլաստմասսաները (ինչպես PC-ն, ABS-ը) ունեն պատահական, խճճված մոլեկուլային կառուցվածք։ Դրանք չունեն իրական հալման ջերմաստիճան։ Դրա փոխարեն, դրանք ունեն ապակե անցման ջերմաստիճան (Tg) , որի դեպքում դրանք կարծր, ապակե վիճակից անցնում են փափուկ, ռետինե վիճակի։
- Բյուրեղային պլաստմասսաները (ինչպիսիք են նեյլոնը, PP-ն) ունեն կարգավորված, կառուցվածքային մոլեկուլային շղթա։ Դրանք ունեն և՛ ապակե անցման ջերմաստիճան (Tg), և՛ կտրուկ, առանձնահատուկ հալման ջերմաստիճան (Tm), որի դեպքում բյուրեղային կառուցվածքները քայքայվում են, և նյութը դառնում է հեղուկ։
Գործնական սահմանումներ գնորդների համար
| Ժամկետը | Հապավում | Կիրառվում է | Ինչ է դա նշանակում ձեզ համար |
|---|---|---|---|
| Ապակու անցման ջերմաստիճանը | Tg | Բոլոր ջերմապլաստիկները | Այն կետը, որտեղ պլաստիկը փափկում է և կորցնում է ամրությունը։ |
| Հալման ջերմաստիճան | Տմ | Բյուրեղային ջերմապլաստիկներ | Այն կետը, երբ պլաստիկը դառնում է հեղուկ՝ ձուլման համար։ |
| Ջերմության շեղման ջերմաստիճանը | HDT | Բոլոր ջերմապլաստիկները | Բարձր ջերմաստիճաններում մասի կառուցվածքային կայունության իրական ցուցիչը |
Ինչպե՞ս է հալման ջերմաստիճանը ազդում ներարկման ձուլման գործընթացի վրա։
Դուք նշել եք PEEK-ի նման բարձր ջերմաստիճանային պլաստիկ, բայց ստացած գնանշումները բարձր են։ Պատճառը հաճախ կայանում է պահանջվող ծայրահեղ մշակման ջերմաստիճաններում, որոնք ազդում են ամեն ինչի վրա՝ էներգիայի ծախսերից մինչև ցիկլի տևողություն։
Հալման ջերմաստիճանը որոշում է ներարկման ձուլման գործընթացի հիմնական պարամետրերը, ներառյալ՝ տակառի ջերմաստիճանը, ձուլման ջերմաստիճանը և անհրաժեշտ չորացման ժամանակը: Սխալ կարգավորումները հանգեցնում են այնպիսի թերությունների, ինչպիսիք են կարճ կրակոցները, այրվածքների հետքերը կամ թույլ մասերը:

Տակառի ջերմաստիճանի կարգավորում
Ներարկման ձուլման մեքենայի խողովակը այն վայրն է, որտեղ հալվում են պլաստիկե գնդիկները: Ջերմաստիճանը պետք է սահմանվի պլաստիկի Tg-ից զգալիորեն բարձր, իսկ բյուրեղային պլաստիկների դեպքում՝ Tm-ից: Եթե այն չափազանց ցածր է, պլաստիկը պատշաճ կերպով չի հոսի, ինչը կհանգեցնի անավարտ մասերի («կարճ կրակոցներ») առաջացմանը: Եթե այն չափազանց բարձր է, նյութը կարող է քայքայվել՝ կորցնելով իր մեխանիկական հատկությունները և առաջացնելով գունաթափում կամ «այրման հետքեր»:
Ձուլվածքի ջերմաստիճանը և ցիկլի տևողությունը
Ձևը նաև տաքացվում կամ սառեցվում է մինչև որոշակի ջերմաստիճան։ Տաք ձևը օգնում է հալված պլաստիկին հոսել բարդ մանրամասների մեջ, մինչդեռ սառը ձևը օգնում է դետալին ավելի արագ պնդանալ։ Այս սառեցման փուլը հաճախ ներարկման ձուլման ցիկլի ամենաերկար մասն է։ Բարձր հալման կետեր ունեցող պլաստմասսաները հալվելու համար ավելի շատ էներգիա են պահանջում և հաճախ ավելի շատ ժամանակ՝ սառեցնելու համար, ինչը հանգեցնում է ավելի երկար ցիկլի տևողության և ավելի բարձր կտորի գնի։
Նախնական ձուլման նյութի չորացում
Շատ պլաստմասսաներ, մասնավորապես նեյլոնները և պոլիկարբոնատները, «հիգրոսկոպիկ» են, ինչը նշանակում է, որ դրանք կլանում են օդի խոնավությունը: Եթե այս գնդիկները հալվում են առանց նախապես պատշաճ կերպով չորացնելու, կուտակված ջուրը վերածվում է գոլորշու, ինչը վերջնական մասում առաջացնում է փուչիկներ, շերտեր և ուժեղ փխրունություն: Բարձր հալման կետեր ունեցող պլաստմասսաները հաճախ պահանջում են ավելի բարձր չորացման ջերմաստիճաններ՝ ավելի երկար ժամանակահատվածներում, ինչը ևս մեկ կարևոր քայլ է ավելացնում մեր ISO 9001 հավաստագրված արտադրական գործընթացին:
Բարձր հալման կետեր ունեցող պլաստմասսաները հաճախ պահանջում են ավելի բարձր չորացման ջերմաստիճաններ՝ ավելի երկար ժամանակահատվածներում, ինչը ևս մեկ կարևոր քայլ է ավելացնում մեր ISO 9001 հավաստագրված արտադրական գործընթացին:
Ինչպե՞ս համապատասխանեցնել պլաստիկի ջերմակայունությունը դրա կիրառմանը։
Տեխնիկական տվյալների թերթիկում նշված է, որ ձեր պլաստիկի հալման ջերմաստիճանը 220°C է, բայց մասը դեֆորմացվել է ընդամենը 120°C միջավայրում: Այս տարածված խափանումը տեղի է ունենում, քանի որ հալման ջերմաստիճանը մշակման չափանիշ է, այլ ոչ թե կատարողականության:
Իրական աշխարհի աշխատանքի համար անտեսեք հալման ջերմաստիճանը և կենտրոնացեք ջերմային շեղման ջերմաստիճանի (ՋՇՋ) : ՋՇՋ-ն այն ջերմաստիճանն է, որի դեպքում պլաստիկի ստանդարտ փորձարկման ձողը կսկսի դեֆորմացվել որոշակի բեռի տակ, ինչը այն դարձնում է բարձր ջերմաստիճաններում կառուցվածքային աշխատանքի լավագույն ցուցանիշը:
 !
!
Ջերմության շեղման ջերմաստիճանի (ՋՇՋ) կարևոր դերը
ISO 75-ի նման ստանդարտներով : Այն ցույց է տալիս, թե որ ջերմաստիճանում է նյութը կորցնում իր կոշտությունը և սկսում ծռվել: Սա այն թիվն է, որը ինժեները պետք է օգտագործի պլաստիկե մաս նախագծելիս, որը տաք միջավայրում կենթարկվի ցանկացած տեսակի ֆիզիկական լարվածության, ինչպիսիք են շարժիչի կափարիչը, էլեկտրոնիկայի պատյանը կամ տաք ջրի համակարգի որևէ բաղադրիչը:
Շարունակական օգտագործման ջերմաստիճան (CUT)
Այն մասերի համար, որոնք իրենց ողջ ծառայության ժամկետի ընթացքում (հազարավոր ժամեր) ենթարկվելու են բարձր ջերմաստիճանի, անհրաժեշտ է հաշվի առնել անընդհատ օգտագործման ջերմաստիճանը: Սա HDT-ից ցածր ցուցանիշ է և ցույց է տալիս առավելագույն ջերմաստիճանը, որին նյութը կարող է դիմակայել երկար ժամանակ՝ առանց իր հատկությունների զգալի վատթարացման: Այս տվյալները տրամադրում են DuPont-ը կամ SABIC-ը
Տարածված պլաստմասսաներ և դրանց ջերմային հատկությունները
| Պլաստիկ նյութ | Տեսակ | Հալման ջերմաստիճան (Tm) մոտավոր | HDT @ 0.45 ՄՊա մոտավոր | Ընդհանուր օգտագործման |
|---|---|---|---|---|
| ABS | Ամորֆ | Հ/Հ (Tg ~105°C) | 98°C | Էլեկտրոնային պատյաններ, սպառողական ապրանքներ։ |
| Պոլիկարբոնատ (PC) | Ամորֆ | Հ/Հ (Tg ~150°C) | 130°C | Լինզաներ, պաշտպանիչ ակնոցներ, մեքենայի պաշտպանիչներ։ |
| Նեյլոն 6/6 (PA66) | Բյուրեղային | 265°C | 90°C (չլցված) | Ատամնաշարեր, կրողներ, կառուցվածքային բաղադրիչներ։ |
| ՓԻՔ | Բյուրեղային | 343°C | 152°C (չլցված) | Ավիատիեզերական, բժշկական, բարձր արդյունավետության կնիքներ։ |
Կարո՞ղ են հավելանյութերն ու լցոնիչները փոխել պլաստիկի հալման կետը:
Դուք ստացել եք «ապակե լցված նեյլոնե» մասի գնանշում, որը շատ ավելի դիմացկուն է բարձր ջերմաստիճանների նկատմամբ, քան ստանդարտ տարբերակը: Հավելանյութերի աշխատանքի սկզբունքը հասկանալը կարևոր է ծախսարդյունավետ, բարձր արդյունավետությամբ նյութեր սահմանելու համար:
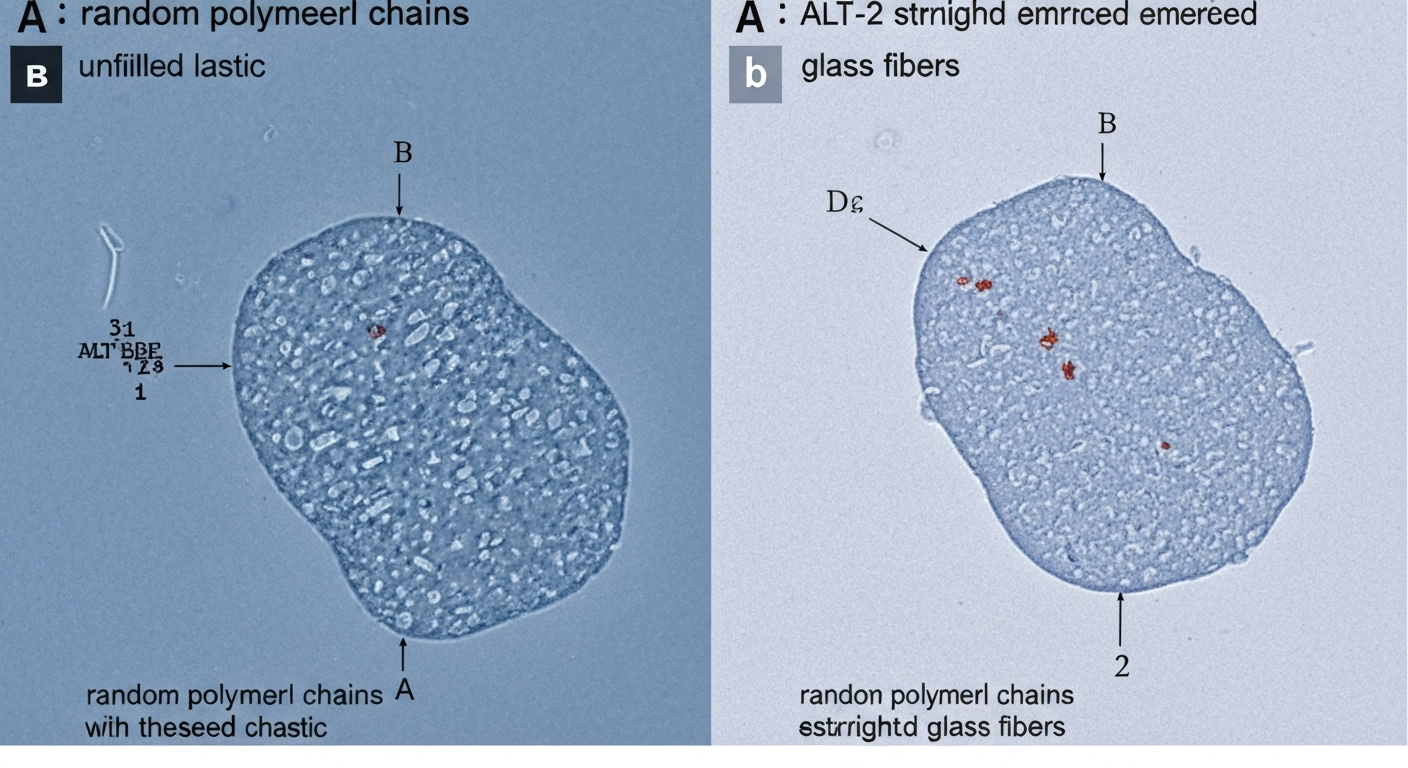
Ապակե մանրաթելի նման լցոնիչները չեն փոխում պլաստիկի հիմնարար հալման ջերմաստիճանը (Tm), բայց դրանք զգալիորեն մեծացնում են դրա ջերմային շեղման ջերմաստիճանը (HDT) և կարծրությունը, թույլ տալով մասի պահպանել իր ձևը շատ ավելի բարձր ջերմաստիճաններում։
Ամրապնդումների ուժը
Ջերմապլաստիկին կտրատված ապակե կամ ածխածնային մանրաթելեր ավելացնելը նման է բետոնի մեջ պողպատե ամրան ավելացնելուն: Պլաստիկ խեժը դեռևս հալվում է նույն ջերմաստիճանում, բայց մանրաթելերի կոշտ, ներքին ցանցը կանխում է կոմպոզիտային նյութի ծռումը կամ ճկվելը մինչև շատ ավելի բարձր ջերմաստիճանների հասնելը: Օրինակ ապակելցված նեյլոն 6/6- մոտ 250°C HDT , ինչը զգալի բարելավում է իր չլցված համարժեքի 90°C-ի համեմատ:
Հարվածային մոդիֆիկատորների և պլաստիկացնողների դերը
Այլ հավելումները կարող են փոխել ջերմային կատարողականությունը: Հարվածային մոդիֆիկատորները ռետինե պոլիմերներ են, որոնք ավելացվում են ամրությունը բարելավելու համար, բայց դրանք հաճախ մի փոքր իջեցնում են HDT-ն: Պլաստիֆիկատորները ավելացվում են PVC-ի նման նյութերին՝ դրանք փափուկ և ճկուն դարձնելու համար, ինչը զգալիորեն իջեցնում է դրանց ապակե անցման ջերմաստիճանը և ջերմակայունությունը:
Virgin vs. Regrind նյութ
Մեր գործարանում մենք հաճախ հարցեր ենք լսում «վերահղկման» (նախկինում ձուլման գործընթացներից վերամշակված նյութ) օգտագործման վերաբերյալ՝ ծախսերը նվազեցնելու համար: Չնայած սա ստանդարտ պրակտիկա է, կարևոր է վերահսկել տոկոսը: Չափազանց շատ վերահղկումը կարող է հանգեցնել մոլեկուլային քաշի նվազմանը, ինչը կարող է հանգեցնել հալման կետի աննշան անկման և մեխանիկական հատկությունների ու HDT-ի ավելի զգալի նվազման: Կարևոր կիրառությունների համար մենք միշտ խորհուրդ ենք տալիս օգտագործել 100% մաքուր նյութ, և դա նշված է մեր PPAP փաստաթղթերում: Անհրաժեշտ է քննարկել նյութերի տարբերակները: Կապվեք մեր ինժեներական թիմի հետ :
Ինչպե՞ս ենք ստուգում պլաստիկի ջերմային հատկությունները որակի վերահսկման մեջ։
Դուք հաստատել եք նյութական տվյալների թերթիկի վրա հիմնված նախագիծ, բայց ինչպե՞ս եք իմանում, որ գործարան ժամանող պլաստիկե գնդիկները իրականում համապատասխանում են այդ պահանջներին: Անհրաժեշտ է որակի վերահսկողության խիստ գործընթաց:
Մենք ստուգում ենք նյութի հատկությունները՝ օգտագործելով երկու հիմնական մեթոդ՝ յուրաքանչյուր խմբաքանակի համար նյութի մատակարարի կողմից տրված վերլուծության վկայականի (CoA) վերանայում և լաբորատոր սարքավորումներ, ինչպիսիք են դիֆերենցիալ սկանավորող կալորիմետրը (DSC), օգտագործելով ջերմային բնութագրերը, ինչպիսին է հալման ջերմաստիճանը, հաստատելու համար։