Պոլիմերից մինչև արտադրանք. Ինչպե՞ս են արտադրվում արդյունաբերական պլաստիկե բաղադրիչները:
Դուք ունեք նոր արտադրանքի հիանալի դիզայն, բայց ինչպե՞ս այդ թվային ֆայլը վերածել միլիոնավոր նույնական, բարձրորակ պլաստիկ մասերի։ Ճանապարհը լի է տեխնիկական ընտրություններով, որոնք կարող են կամ փոխել, կամ խափանել ձեր նախագծի բյուջեն և ժամանակացույցը։
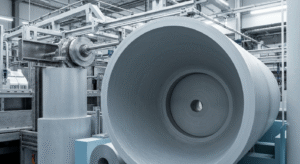
Արդյունաբերական պլաստմասե մասերը հիմնականում պատրաստվում են ներարկման ձուլման : Այս գործընթացը ներառում է պլաստմասե գնդիկների հալեցումը և հալված նյութի բարձր ճնշման տակ ներարկումը հատուկ պատրաստված մետաղական ձուլվածքի , որտեղ այն սառչում և պնդանում է՝ ստանալով դետալի վերջնական ձևը:

«Փրայմ Մեթալս» -ում , չնայած մեր անունը խոսում է մետաղամշակման մեջ մեր խոր արմատների մասին, մեր հաճախորդները վստահում են մեզ ամբողջական հավաքման համար: Սա նշանակում է, որ մենք տասնամյակներ ենք անցկացրել բարձր ճշգրտությամբ պլաստիկ մասեր : Ես սովորել եմ, որ պարզ պոլիմերային գնդիկից մինչև պատրաստի արտադրանք ճանապարհը ճշգրիտ ճարտարագիտության խաղ է: Սկզբում մեկ փոքր սխալ քայլը կարող է հանգեցնել լուրջ խափանումների ապագայում: Թույլ տվեք ձեզ ցույց տալ, թե ինչպես է դա ճիշտ արվում:
Ինչպե՞ս դիզայնը վերածել արտադրելի մասի։
Դուք ունեք կատարյալ եռաչափ մոդել, բայց արդյո՞ք այն իրականում կաշխատի իրական արտադրական գործընթացում: Էկրանին հիանալի տեսք ունեցող դիզայնը կարող է աներևակայելի թանկ կամ նույնիսկ անհնար լինել ստեղծելը:
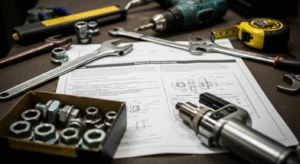
Առաջին կարևոր քայլը արտադրելիության նախագծման (DFM) վերլուծությունն է: Սա ինժեներական վերանայում է, որը օպտիմալացնում է մասի նախագծումը կոնկրետ արտադրական գործընթացի համար՝ կանխելով թերությունները, կրճատելով ծախսերը և արագացնելով արտադրությունը մինչև պողպատի կտրումը:
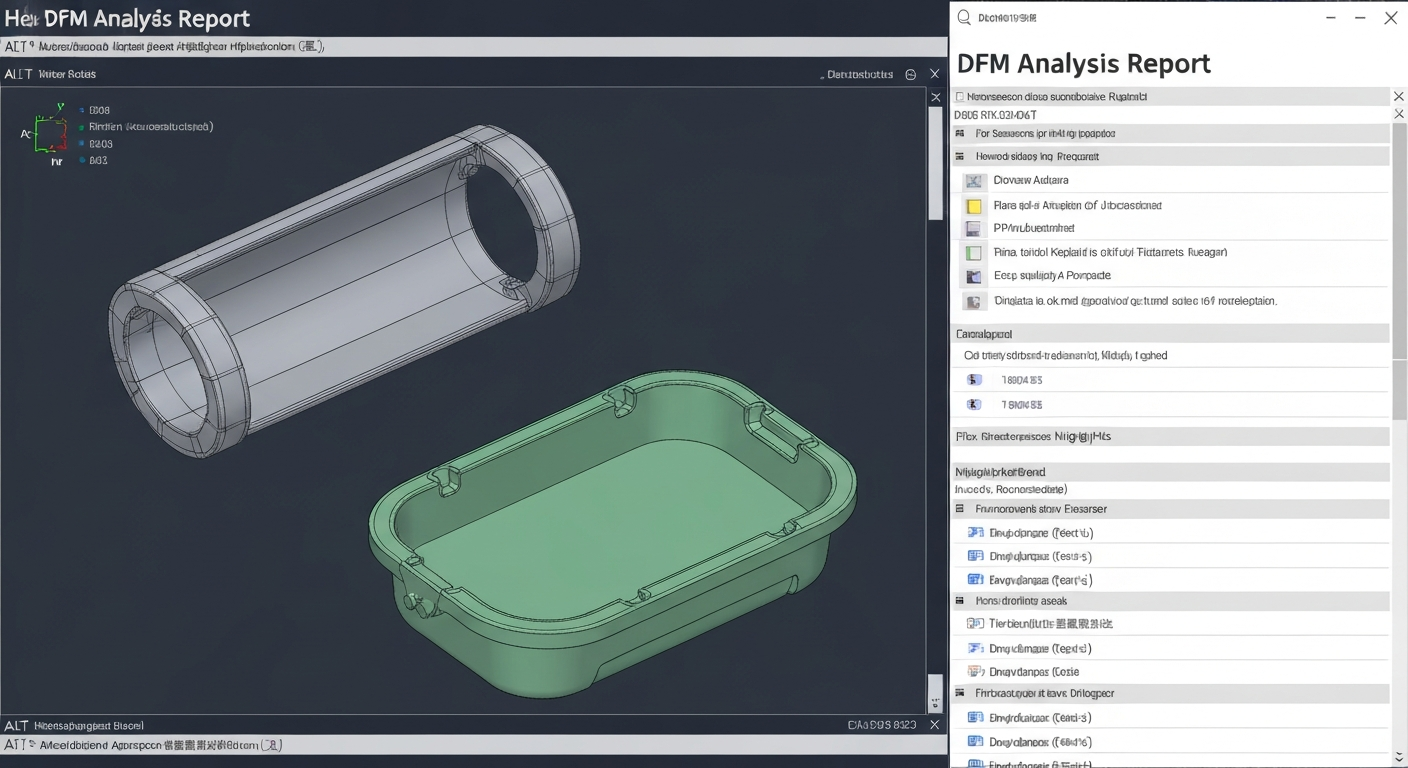
Պատի հաստության համապատասխանությունը
Պլաստիկ մասերի նախագծման ամենահիմնարար կանոնը պատի միատարր հաստության պահպանումն է: Եթե մեկ հատվածը շատ ավելի հաստ է, քան մյուսը, այն ավելի դանդաղ կսառչի: Այս դիֆերենցիալ սառեցումը հանգեցնում է մասի անհավասար կծկմանը, ինչը հանգեցնում է տգեղ կոսմետիկ թերությունների, ինչպիսիք են «խորտակման հետքերը» կամ ներքին լարվածությունները, որոնք կարող են հանգեցնել մասի ծռմռմանը և անսարքությանը: Մենք վերլուծում ենք մոդելը՝ այս պոտենցիալ խնդրահարույց հատվածները բացահայտելու և շտկելու համար:
Նախագծի անկյունների կարևորությունը
Պատկերացրեք, որ փորձում եք կաղապարից հանել կատարյալ ուղիղ կողմերով բաժակ. շփումը կստիպի այն կպչել: «Ներքաշման անկյունը» փոքրիկ կոն է, սովորաբար 1-3 աստիճան, որը կիրառվում է մասի պատերին՝ զուգահեռ կաղապարի բաժանման ուղղությանը: Այս փոքր անկյունը կանխում է մասի քերծվելը կաղապարի վրա դուրս գալու ընթացքում՝ ապահովելով մաքուր անջատում և հարթ մակերես: Ներքաշման մասին մոռանալը ամենատարածված և թանկարժեք դիզայներական սխալներից մեկն է:
Ռադիոյի օգտագործումը սթրեսը կառավարելու համար
Սուր ներքին անկյունները թույլ կետեր են: Դրանք ստեղծում են «լարման կենտրոնացումներ» այնտեղ, որտեղ ուժերը կենտրոնացած են, ինչը դետալը դարձնում է ճաքերի հակված բեռի տակ: Հարթ, կլորացված անկյուն («շառավղ» կամ «ֆիլե») ավելացնելը բաշխում է այդ լարվածությունները ավելի լայն մակերեսի վրա՝ զգալիորեն մեծացնելով դետալի ամրությունն ու դիմացկունությունը: Սա նաև օգնում է հալված պլաստիկին ավելի հեշտությամբ հոսել կաղապարի մեջ: Լավ DFM գործընթացը, ինչպիսին մենք մանրամասն նկարագրում ենք մեր PPAP հաշվետվություններում, վերանայում է յուրաքանչյուր անկյուն:
Ինչպե՞ս ընտրել ճիշտ պլաստիկը աշխատանքի համար։
Ձեր մասը պետք է լինի ամուր, ջերմակայուն և մատչելի։ Հազարավոր պլաստիկների առկայության դեպքում, սխալ տարբերակ ընտրելը նշանակում է, որ ձեր արտադրանքը կարող է հալվել, ճաքել կամ գունաթափվել նախատեսված միջավայրում։
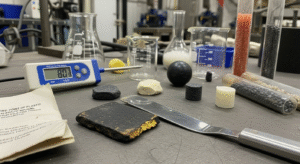
Ճիշտ պլաստիկի ընտրությունը պահանջում է երեք հիմնական գործոնների հավասարակշռություն՝ մեխանիկական պահանջները (ամրություն, ճկունություն), շահագործման միջավայրը (ջերմություն, ուլտրամանուշակագույն ճառագայթում, քիմիական ազդեցություն) և նպատակային գինը։ Այս որոշումը հաճախորդի և արտադրողի միջև համատեղ ջանքերի արդյունք է։

Ապրանքային ընդդեմ ինժեներական պլաստմասսաների
Պլաստմասսաները լայնորեն խմբավորված են երկու մակարդակի: Ապրանքային պլաստմասսաները (ինչպիսիք են պոլիպրոպիլենը, պոլիէթիլենը) էժան են և հեշտ մշակվող, ինչը դրանք իդեալական է դարձնում առօրյա իրերի, ինչպիսիք են տարաները և փաթեթավորումը, համար: Ինժեներական պլաստմասսաները (ինչպիսիք են ABS-ը, պոլիկարբոնատը, նեյլոնը, PEEK-ը) առաջարկում են գերազանց մեխանիկական և ջերմային հատկություններ: Դրանք ավելի ամուր են, ավելի կոշտ և կարող են դիմակայել ավելի բարձր ջերմաստիճանների, այդ իսկ պատճառով մենք դրանք օգտագործում ենք արդյունաբերական բաղադրիչների, ինչպիսիք են ատամնանիվները, պատյանները և կառուցվածքային մասերը, համար: Ինչպես բացատրվում է Վիքիպեդիայի , արդյունավետությունը արդարացնում է ավելի բարձր գինը:
Հավելանյութերի և լցանյութերի դերը
Դուք կարող եք հարմարեցնել պլաստիկի հատկությունները հավելանյութերով: Ավելի շատ ամրություն և կոշտություն է անհրաժեշտ: Մենք կարող ենք օգտագործել «ապակե լցված» նեյլոն, որտեղ փոքրիկ ապակե մանրաթելերը ամրացնում են պոլիմերային մատրիցը: Արդյո՞ք մասը պետք է դիմանա դրսում: Ուլտրամանուշակագույն ճառագայթման արգելակիչ հավելանյութը կկանխի դրա փխրունությունը արևի տակ: Մենք կարող ենք նաև ավելացնել գունանյութեր, կրակմարիչներ և այլ մոդիֆիկատորներ՝ ձեր ճշգրիտ պահանջներին համապատասխանելու համար:
Համապատասխանեցրեք նյութը ձեր դիմումին
| Պլաստիկ տեսակ | Հիմնական բնութագրերը | Արդյունաբերական տարածված կիրառություններ | Արժեքի մակարդակ |
|---|---|---|---|
| ABS | Լավ հարվածային դիմադրություն, հեշտ է մշակել, կոշտ | Էլեկտրոնային պատյաններ, պաշտպանիչ ծածկոցներ, խողովակաշարային կցամասեր | Ցածր |
| Պոլիկարբոնատ (PC) | Գերազանց հարվածային դիմադրություն, թափանցիկ, կոշտ | Անվտանգության վահաններ, ոսպնյակներ, մեքենաների պաշտպանիչներ, բժշկական սարքեր | Միջին |
| Նեյլոն (PA66) | Բարձր մաշվածության դիմադրություն, ամուր, լավ քիմիական դիմադրություն | Ատամնաշարեր, կրողներ, թևքեր, ավտոմոբիլային բաղադրիչներ | Միջին |
| ՓԻՔ | Բարձր ջերմային և քիմիական դիմադրություն, շատ ամուր | Ավիատիեզերական մասեր, բժշկական իմպլանտներ, պոմպի բաղադրիչներ | Շատ բարձր |
Ի՞նչ է պահանջվում ներարկման ձուլման համար կաղապարի ստեղծման համար։
Դուք հաստատել եք դիզայնը և ընտրել եք նյութը։ Հիմա գալիս է ամենակարևոր և թանկ նախնական ներդրումը՝ ստեղծել գործիք, որը կկազմի ձեր մասերը։
Ներարկման կաղապարը բարձր ճշգրտությամբ գործիք է, որը մշակված է կարծրացված պողպատից և կազմում է խոռոչ, որի մեջ ներարկվում է հալված պլաստիկը: Դրա բարդությունն ու դիմացկունությունը անմիջականորեն ազդում են վերջնական մասերի որակի և հետևողականության վրա:
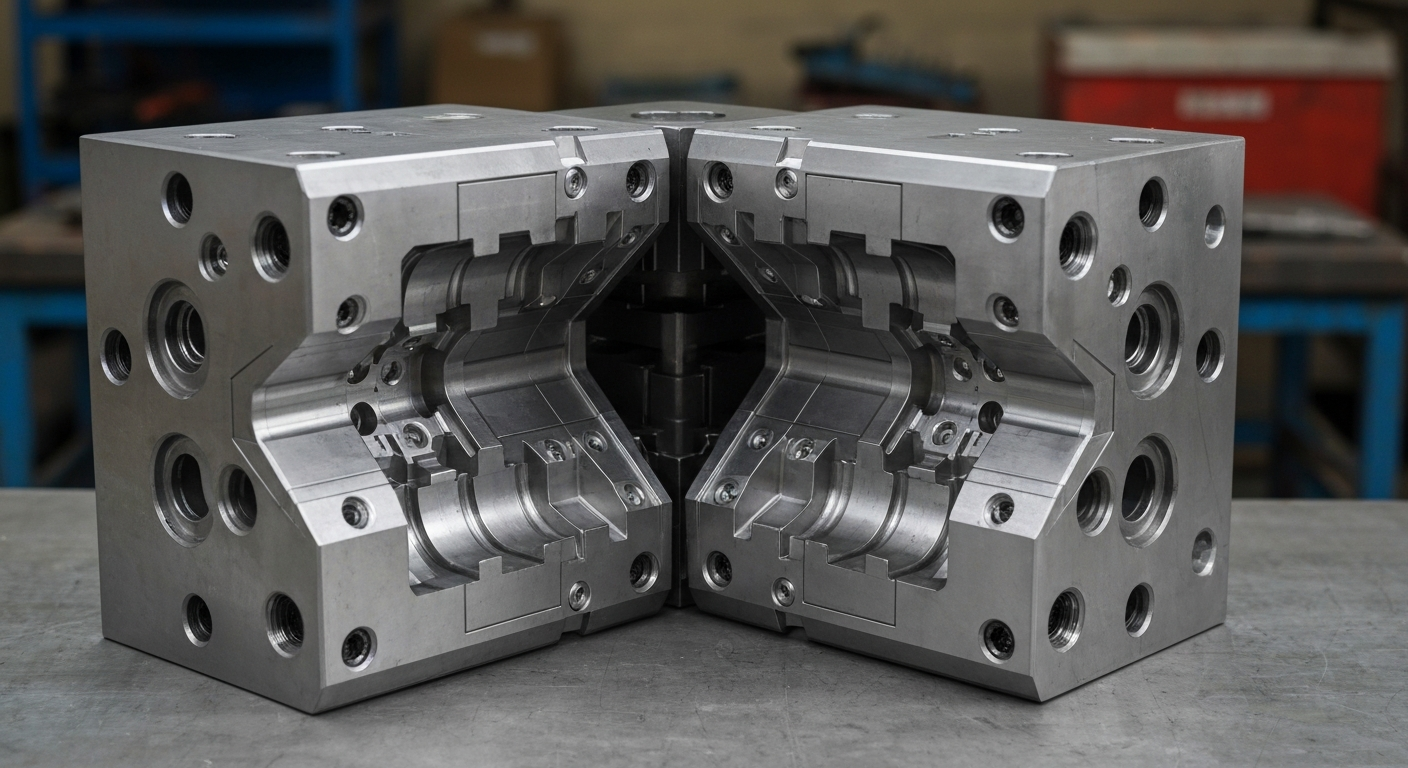
Միջուկը և խոռոչը
Ամենապարզ ձևով, կաղապարն ունի երկու կես։ Խոռոչը « իգական» կեսն է, որը սովորաբար կազմում է մասի արտաքին, կոսմետիկ մակերեսը։ Միջուկը « արական» կեսն է, որը կազմում է ներքին առանձնահատկությունները։ Երբ այս երկու կեսերը ամրացվում են միմյանց հսկայական ճնշման տակ, դրանց միջև ընկած տարածությունը ստեղծում է մասի ճշգրիտ ձևը։ Այս երկու կեսերը ճշգրիտ պատրաստելն է, որտեղ մեր փորձը [CNC մեքենայացման] (https://www.mastercam.com/news/blog/everything-you-need-to-know-about-cnc-machining-for-injection-mold-making/) էական է։
Ձուլվածքի նյութ՝ P20 vs. H13 պողպատ
Պողպատի ընտրությունը կախված է պահանջվող արտադրության ծավալից: Նախատիպերի կամ ավելի փոքր ծավալի (100,000 մասից պակաս) համար նախապես կարծրացված գործիքային պողպատը, ինչպիսին է P20-ը, ծախսարդյունավետ ընտրություն է: Մեծ ծավալի, միլիոն մասից բաղկացած արտադրության համար մենք օգտագործում ենք շատ ավելի կարծր, ավելի դիմացկուն, ամբողջությամբ կարծրացված պողպատ, ինչպիսին է H13-ը : H13 պողպատն ավելի թանկ է և ավելի դժվար է մշակվում, բայց դրա երկարակեցությունը ապահովում է մասի համապատասխանությունը նախագծի ողջ կյանքի ընթացքում:
Դարպասներ, վազորդներ և արտանետման համակարգեր
Պլաստիկը կաղապարի մեջ մտցնելը և մասը հետ դուրս բերելը գիտություն է: Գլանաձև խողովակը մի ալիք է, որը հալված պլաստիկը մեքենայի ծայրակից տեղափոխում է մասի խոռոչ: Դարպասը այն փոքրիկ բացվածքն է, որտեղ պլաստիկը մտնում է խոռոչ: Դարպասի տեղադրությունը և չափը կարևոր են հոսքը վերահսկելու և կոսմետիկ թերությունները նվազագույնի հասցնելու համար: Երբ մասը սառչում է, արտանետիչ քորոցների պատրաստի մասը դուրս է մղում կաղապարից:
Որո՞նք են պլաստիկ մասերի զանգվածային արտադրության հիմնական մեթոդները:
Թեև ներարկման ձուլումը պլաստմասսայի արտադրության թագավորն է, այն միակ տարբերակը չէ: Ձեր մասի երկրաչափությունը և անհրաժեշտ ծավալը կորոշեն ամենաարդյունավետ գործընթացը:
Մեծ ծավալի, բարդ եռաչափ մասերի համար ներարկման ձուլումը ստանդարտ է: Անընդհատ երկչափ ձևերի, ինչպիսիք են խողովակները կամ պատուհանների շրջանակները, համար օգտագործվում է էքստրուզիա: Իսկ խոռոչ առարկաների, ինչպիսիք են շշերը կամ բաքերը, համար նախընտրելի մեթոդը փչման ձուլումն է:

Ներարկման ձուլում. աշխատանքային ձի
Այս գործընթացը գերիշխող է մի պատճառով. այն աներևակայելի արագ է, կրկնվող և կարող է ստեղծել զարմանալի բարդության մասեր։
| Քայլ | Գործողություն |
|---|---|
| 1. Սեղմում | Պողպատե կաղապարի երկու կեսերը ամրացված են հարյուրավոր տոննա ուժով։ |
| 2. Ներարկում | Հալված պլաստիկը մեծ արագությամբ և ճնշմամբ ներարկվում է կաղապարի խոռոչի մեջ։ |
| 3. Սառեցում | Պլաստմասը պահվում է կաղապարի մեջ ճնշման տակ, մինչ այն սառչում և պնդանում է՝ ստանալով մասի ձևը։ |
| 4. Արտանետում | Ձևը բացվում է, և արտանետիչ քորոցները դուրս են մղում պատրաստի մասը։ |
Էքստրուզիա՝ անընդհատ պրոֆիլների համար
Պատկերացրեք էքստրուզիան նման է խողովակից ատամի մածուկ քամելուն: Պլաստիկե գնդիկները հալվում և մղվում են ձևավորված կաղապարի միջով՝ ֆիքսված լայնական հատույթով շարունակական պրոֆիլ ստեղծելու համար: Այս գործընթացը օգտագործվում է խողովակներ, ռետինե խողովակներ, ջերմամեկուսիչ ժապավեններ և պատուհանների շրջանակներ պատրաստելու համար:
Պլաստմասսայի CNC մեքենայացում
Շատ փոքր քանակությունների, նախատիպերի կամ չափազանց խիստ թույլատրելի շեղումներով , որոնք անհնար է ձուլել, մենք կարող ենք մասերը մեքենայով մշակել անմիջապես պլաստիկի ամուր բլոկից կամ թերթից: Սա «հանվող» գործընթաց է, ինչպես մետաղների դեպքում: Մեծ ծավալների դեպքում այն ավելի դանդաղ է և ավելի թանկ է մեկ մասի համար, բայց ապահովում է մեծ ճշգրտություն և խուսափում է ձուլվածքի բարձր նախնական ծախսերից:
Ինչպե՞ս եք համոզվում, որ յուրաքանչյուր պլաստիկ մաս համապատասխանում է պահանջներին։
Ձեր հեղինակությունը կախված է ամեն անգամ կատարյալ ապրանք առաքելուց: Պահեստամասերի մեկ վատ խմբաքանակը կարող է դաշտային խափանումների և հետկանչի պատճառ դառնալ: Ինչպե՞ս եք երաշխավորում համապատասխանությունը առաջին մասից մինչև միլիոներորդը:
ISO 9001 ստանդարտի նման խիստ որակի կառավարման համակարգը գլխավորն է: Այն համատեղում է մուտքային նյութերի ստուգումները, առաջին ապրանքի ստուգումները (FAI), գործընթացի ընթացքում մոնիթորինգը և վերջնական ստուգումը՝ ապահովելու համար, որ յուրաքանչյուր մասը համապատասխանի պահանջվող պահանջներին:

Առաջին հոդվածի ստուգում (FAI)
Մինչ զանգվածային արտադրությունը սկսելը, մենք արտադրում ենք «առաջին հոդվածի» մասերի փոքր խմբաքանակ։ Այնուհետև մենք կատարում ենք լիարժեք չափսերի դասավորություն՝ չափելով մասի գծագրի յուրաքանչյուր առանձնահատկությունը և համեմատելով այն իրական մասի հետ։ Այս FAI հաշվետվությունը, որը մեր PPAP գործընթացի կարևոր մասն է, ուղարկվում է հաճախորդին հաստատման համար։ Սա երաշխավորում է, որ կաղապարը ճիշտ է, նախքան մենք հազարավոր մասեր կարտադրենք։
Գործընթացի ընթացքում ստուգումներ
Որակը ստուգվում է ոչ միայն վերջում, այլև գործընթացի մեջ է մտնում։ Մեր մեքենաների օպերատորներն ու որակի ապահովման տեխնիկները կանոնավոր ստուգումներ են անցկացնում ամբողջ արտադրական ցիկլի ընթացքում։ Նրանք որոշակի ժամանակահատվածներում (օրինակ՝ յուրաքանչյուր ժամը մեկ կամ յուրաքանչյուր 500 կրակոցը) հոսքագծից հանում են մասերը՝ կարևոր չափերը և ցանկացած կոսմետիկ թերություն փնտրելու համար։ Սա թույլ է տալիս մեզ հայտնաբերել ցանկացած փոքր շեղում, նախքան դրանք մեծ խնդիրներ դառնալը։
Երկրորդական գործողություններ և հավաքում
Մեր դերը հաճախ գերազանցում է պարզապես ձուլումը: Շատ մասեր պահանջում են երկրորդական գործողություններ, ինչպիսիք են ուլտրաձայնային եռակցումը ՝ երկու մասերը միացնելու համար, բարձիկով տպագրություն ՝ լոգո ավելացնելու համար կամ պտուտակավոր ներդիրների տեղադրում: Որպես մեկ կանգառի համար նախատեսված սարքավորումների մատակարար, մենք կարող ենք նաև հավաքել այս պլաստիկ մասերը մեր պտուտակների, ամրակների և այլ մետաղական բաղադրիչների միջոցով՝ ապահովելով ավարտուն, օգտագործման համար պատրաստ ենթահավաքածու:
Հեղինակի մասին
Իմ անունը Քևին է։ ԱՄՆ-ում արդյունաբերական բաղադրիչների տարիներ շարունակ մատակարարելուց հետո, 1993 թվականին հիմնադրեցի Prime Metals-ը՝ պարզ նպատակով. ճիշտ կառուցել իրերը։ Չնայած մեր միջուկը մետաղն է, մեր աճը պայմանավորված է եղել ամբողջական սարքավորումների լուծումների մատուցմամբ։ Ահա թե ինչու մենք մեծ ներդրումներ ենք կատարել մեր պլաստմասսայի բաժնում՝ այն գործարկելով նույն խիստ ISO 9001 որակի ստանդարտներով և ինժեներական մոտեցումով, որը սահմանել է մեր հաջողությունը ավելի քան 30 տարի։
Հաճախակի տրվող հարցեր (FAQs)
Ի՞նչ տարբերություն կա պլաստիկ ներարկման ձուլման և 3D տպագրության միջև:
Ներարկման ձուլումը զանգվածային արտադրության տեխնիկա է, որը շատ արագ և էժան է յուրաքանչյուր մասի համար, բայց ունի բարձր նախնական ձուլման արժեք: 3D տպագրությունը հավելումային գործընթաց է, որը մասերը շերտ առ շերտ է կառուցում անմիջապես թվային ֆայլից: Այն շատ ավելի դանդաղ է և ավելի թանկ է յուրաքանչյուր մասի համար, բայց գործիքավորման ծախսեր չունի, ինչը այն իդեալական է դարձնում նախատիպերի և շատ ցածր ծավալի արտադրության համար:
Որքա՞ն է արժենում պլաստիկ ներարկման կաղապարը։
Արժեքը զգալիորեն տատանվում է՝ կախված մասի չափից, բարդությունից և օգտագործված պողպատի տեսակից: P20 պողպատից պատրաստված պարզ, մեկ խոռոչով կաղապարը կարող է արժենալ մի քանի հազար դոլար, մինչդեռ մեծ ծավալի ավտոմոբիլային մասի համար նախատեսված կարծրացված H13 պողպատից պատրաստված մեծ, բարդ, բազմախոռով կաղապարը կարող է արժենալ ավելի քան 100,000 դոլար:
Որո՞նք են պլաստիկ մասերի տարածված թերությունները:
Հաճախակի թերություններից են «խորտակման հետքերը» (մակերեսային փոսիկներ), «ծռումը» (նախատեսված ձևի աղավաղումը), «կայծակը» (ձևից ավելորդ պլաստիկի արտահոսքը), «կարճ կադրերը» (անավարտ մասերը) և գերտաքացած նյութից առաջացած «այրման հետքերը»: Լավ DFM գործընթացը և գործընթացի վերահսկողությունը կարող են կանխել դրանք:
Ճարտարագիտական մարտահրավերից մինչև արտադրական իրականություն
Արդյունաբերական պլաստիկե բաղադրիչների արտադրությունը ճշգրիտ, բազմափուլ գործընթաց է, որտեղ հաջողությունը որոշվում է դեռևս առաջին մասի պատրաստումից շատ առաջ։ Այն պահանջում է նախագծման, նյութագիտության և տեխնոլոգիական գործընթացների խորը ըմբռնում։
Պատրա՞ստ եք ձեր դիզայնը վերածել բարձրորակ ֆիզիկական արտադրանքի: Համագործակցեք այն թիմի հետ, որն ունի փորձ՝ ձեզ ուղղորդելու յուրաքանչյուր քայլում: