跳到内容
跳到内容 Hur står sig gjuten aluminium i jämförelse med smidd eller CNC-fräst aluminium?
Har du svårt att välja rätt tillverkningsprocess för din aluminiumdel? Att välja fel process kan leda till delar som är för svaga, för dyra eller omöjliga att producera i stor skala.
Valet beror på dina prioriteringar. Gjutning utmärker sig i att skapa komplexa former för högvolymsproduktion till ett lågt styckpris. Smidning ger högsta möjliga hållfasthet. CNC-bearbetning erbjuder ultimat precision och designflexibilitet, perfekt för prototyper och små serier.
Som inköpare i USA såg jag mångmiljonprojekt spåra ur av just detta val. Nu, efter att ha drivit Prime Metals i över 30 år, ser jag det från den andra sidan. Ingenjörer väljer ofta vad de vet, inte vad som är bäst för delens funktion och budget. Att förstå de viktigaste avvägningarna mellan att hälla smält metall, pressa ett massivt ämne och skära bort det är det viktigaste beslutet du kommer att fatta.
Hur är dessa tre processer fundamentalt olika?
Det är lätt att gå vilse i teknisk jargong, men skillnaden mellan dessa metoder är enkel. Smälter du metall och häller den, pressar du den till rätt form eller skär du bort den från ett massivt block?
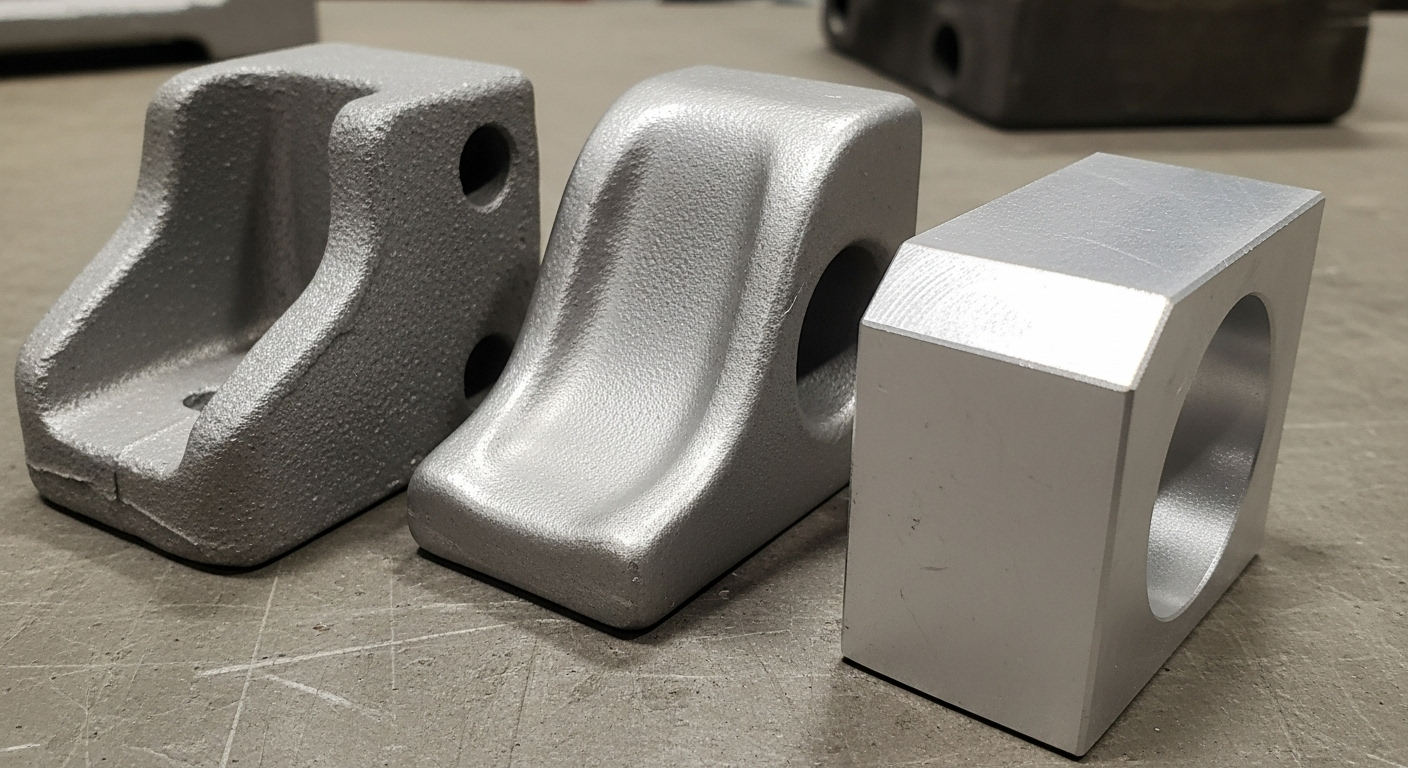
Gjutning innebär att hälla smält aluminium i en form. Smide använder enormt tryck för att forma ett massivt aluminiumämne. CNC-bearbetning är en subtraktiv process där man skär ut en slutgiltig form ur ett massivt aluminiumblock.

Aluminiumgjutning: Flytande tillstånd
Vid gjutning börjar vi med att smälta aluminiumtackor till en vätska. Denna smälta metall hälls eller sprutas sedan in i en precisionsform eller matris. När den svalnar stelnar den till formens form, vilket skapar delens "slutform". Denna metod är som att göra isbitar – du börjar med en vätska och slutar med ett fast ämne i en fördefinierad form. Vår expertis inom aluminiumgjutning möjliggör invecklade och komplexa konstruktioner.
Aluminiumsmide: Det plastiska tillståndet
Smidning börjar med ett massivt block av aluminium, kallat ett billet eller göt. Vi värmer upp detta billet tills det är formbart men inte smält. Sedan använder vi en kraftfull press eller hammare för att pressa eller slå på billet mellan två specialformade formar. Detta enorma tryck tvingar metallen att flyta och anpassa sig till formarnas form, en process som beskrivs i detalj av branschkällor som Forging Industry Association .
CNC-bearbetning: Fasttillståndet
CNC-bearbetning (Computer Numerical Control) börjar med ett massivt block eller en stång av en specifik aluminiumlegering, ofta kallad "billet". Blocket fästs i en maskin, och ett datorstyrt skärverktyg (som en pinnfräs eller borr) tar bort material lager för lager för att avslöja den slutliga formen. Det är en "subtraktiv" process, som en skulptör som snider en staty ur ett marmorblock. Det är kärnan i vår tillverkning av CNC-delar .
Vilken process producerar de starkaste delarna?
Din del har precis gått sönder ute på fältet, och en återkallelse av produkten är nära förestående. Detta mardrömsscenario är ofta resultatet av att man valt en process som inte kunde ge den mekaniska styrkan och utmattningsbeständigheten .
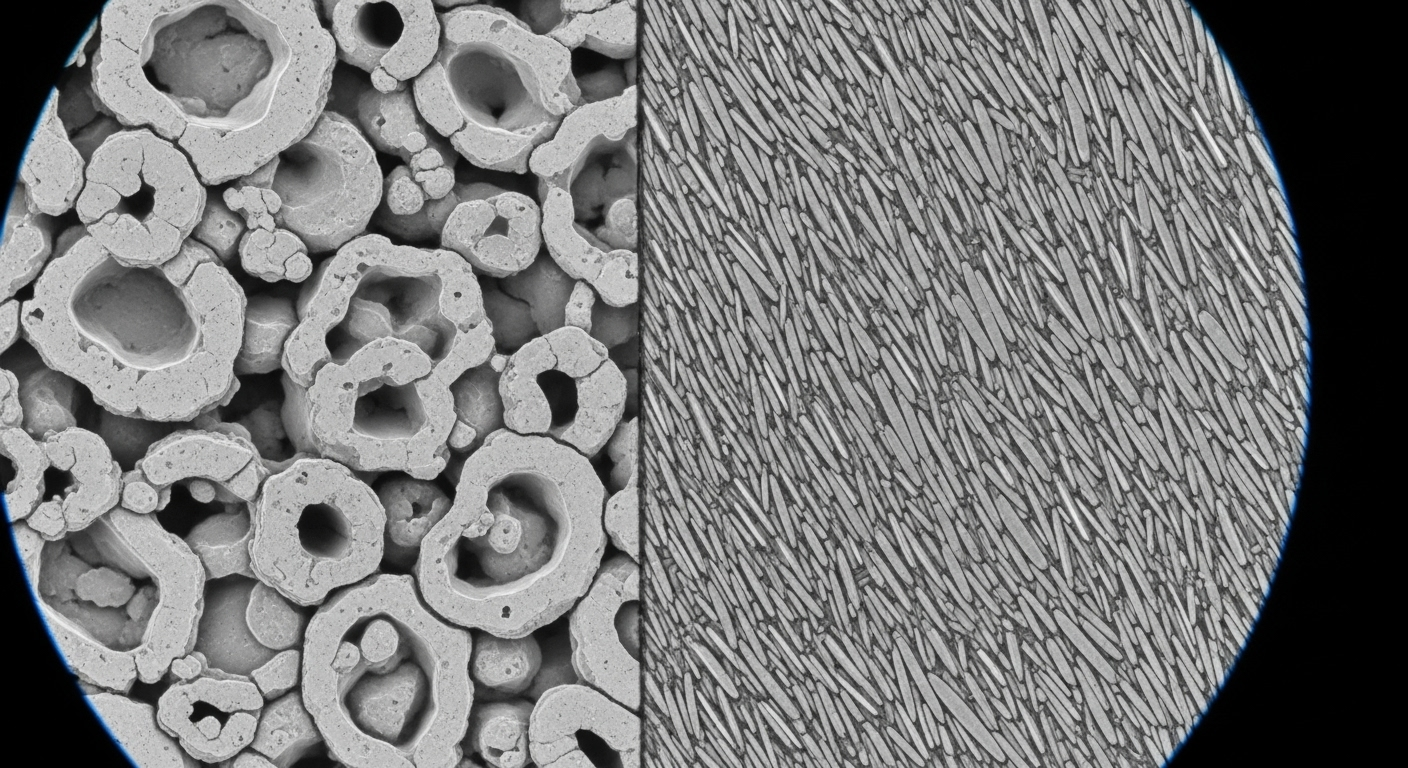
Smidning producerar de starkaste och mest hållbara aluminiumdelarna med betydande marginal. Detta beror på att smidesprocessen förfinar och justerar metallens inre kornstruktur, vilket eliminerar defekter och skapar ett kontinuerligt kornflöde som följer delens kontur.
Smidets oöverträffade styrka
Föreställ dig ådringen i en träbit. En smidd del är som en böjd bit massivt trä – ådringen flyter längs kurvan, vilket gör den otroligt stark. Smidningsprocessen tvingar aluminiumets inre ådringar att anpassa sig till delens form, vilket skapar exceptionell draghållfasthet, slagtålighet och utmattningsbeständighet. Detta gör det till den självklara processen för kritiska komponenter som landningsställ för flygplan och delar till bilupphängningar.
CNC-bearbetningens tillförlitlighet
En CNC-fräst del skärs ut från ett massivt ämne av smidd aluminium, som redan har en mycket stark, enhetlig fiberstruktur från valsnings- eller extruderingsprocessen. Medan bearbetningen skär tvärs över dessa fiberlinjer behåller delen den inneboende höga hållfastheten och integriteten hos originalmaterialet. Det finns inga inre hålrum eller porositet, vilket gör den mycket tillförlitlig och betydligt starkare än ett gjutgods.
Den kända svagheten hos gjutning
När smält aluminium svalnar och stelnar i en form är dess kornstruktur slumpmässig och ojämn, som en skål med granola. Ännu viktigare är att mikroskopiska gasfickor (porositet) kan fastna under kylningsprocessen, vilket skapar inre svaga punkter. Medan moderna gjutningstekniker minimerar detta, kommer en gjuten del i sig att ha lägre draghållfasthet och vara mer spröd än en smidd eller maskinbearbetad del.
| Behandla | Kornstruktur | Relativ styrka | Viktig svaghet/begränsning |
|---|---|---|---|
| Smide | Justerad, förfinad | Högsta | Begränsad geometrisk komplexitet |
| CNC-bearbetning | Enhetlig, men skuren | Hög | Högt materialavfall och kostnad |
| Gjutning | Slumpmässig, icke-enhetlig | Lägre | Potential för porositet |
Vilka är gränserna för delgeometri och komplexitet?
Ni har designat den perfekta detaljen i er CAD-programvara, men nu säger er leverantör att den är omöjlig att tillverka. Tillverkningsprocessens begränsningar kan sätta stopp för även de mest innovativa designerna.
Gjutning erbjuder den största designfriheten och producerar enkelt mycket komplexa, invecklade former med inre håligheter. Smide är det mest restriktiva och lämpligt för enklare, mer blockiga former. CNC-bearbetning är mycket flexibelt men begränsas av åtkomst till skärverktyg.
Casting's oöverträffade designfrihet
Eftersom vi börjar med en vätska kan vi få den att flyta till nästan vilken tänkbar form som helst. Detta möjliggör komplexa interna kanaler, mycket tunna väggar och invecklade, organiska geometrier. Delar som motorblock eller växellådshus gjuts nästan alltid eftersom det är det enda ekonomiska sättet att skapa deras komplexa interna och externa egenskaper i ett stycke.
Smides geometriska begränsningar
Smidningsprocessen kräver att delen kan tas bort från formen, vilket innebär att generösa radier och "dragvinklar" (små avsmalningar) är nödvändiga på alla vertikala ytor. Det är mycket svårt och ofta omöjligt att skapa skarpa inre hörn, underskärningar eller komplexa inre egenskaper. Smidning är bäst för delar som kräver maximal styrka men har en relativt enkel, solid geometri.
CNC-bearbetningens precisionsflexibilitet
CNC-bearbetning kan producera funktioner med otrolig precision och mycket skarpa hörn. Som beskrivs av källor som Wikipedia om CNC är den mycket flexibel och kan skapa nästan vilken geometri som helst du kan modellera. De största begränsningarna är verktygsåtkomst – ett skärverktyg kan inte skapa en funktion som det inte fysiskt kan nå – och det faktum att varje komplex yta lägger till avsevärd tid och kostnad till processen.
Hur påverkar verktygskostnader och produktionsvolym priset?
Du har fått två offerter för samma del: den ena är 500 dollar och den andra 50 000 dollar. Denna enorma skillnad beror nästan alltid på verktygskostnader och den avsedda produktionsvolymen. Att förstå detta är nyckeln till att budgetera ditt projekt.
CNC-bearbetning har ingen verktygskostnad, vilket gör den idealisk för prototyper, men ett högt styckpris. Gjutning och smide har extremt höga initiala verktygskostnader (för formen eller matrisen), men ett mycket lågt styckpris, vilket gör dem ekonomiska endast för högvolymsproduktion.
CNC-modellen "Pay-as-you-go"
För CNC-bearbetning är de primära kostnaderna material, maskintid och programmering. Det finns ingen form att skapa. Det betyder att du kan beställa en del eller hundra delar och styckpriset förblir relativt stabilt. Det är det perfekta valet för prototypframställning, designvalidering och produktion i låg volym (vanligtvis 1–1 000 stycken).
Den höga investeringen i gjutning och smide
Att skapa en härdad stålform för pressgjutning eller smide är en komplex och dyr process som ofta kostar tiotusentals dollar. Detta är en engångsinvestering i "verktyg" som du måste göra innan den första delen ens produceras. Denna höga initialkostnad gör dessa processer helt olämpliga för små kvantiteter.
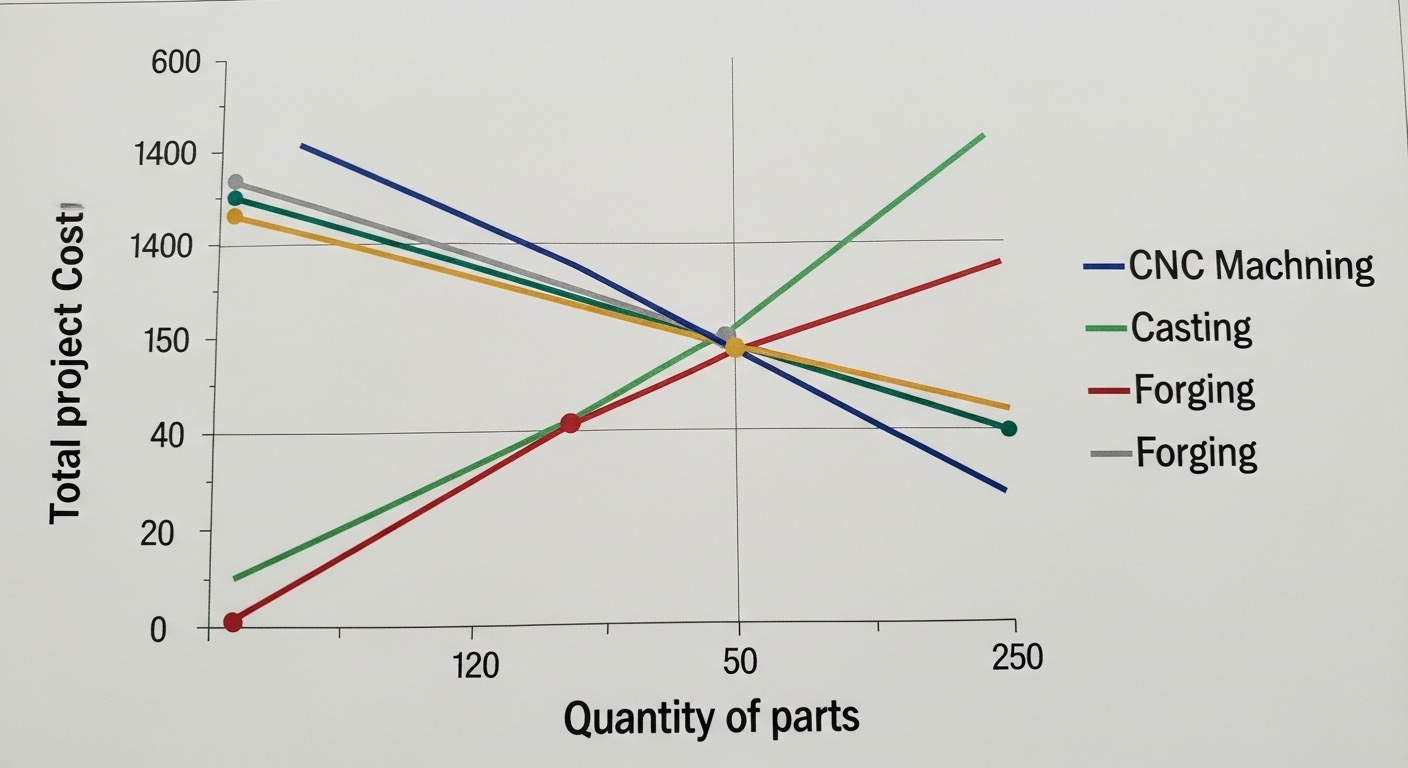
Brytpunkten
Den höga verktygskostnaden för gjutning och smide amorteras över hela produktionskörningen. Om en form kostar 50 000 dollar och du tillverkar 100 000 delar, har du bara lagt till 0,50 dollar i verktygskostnad för varje del. Detta, i kombination med ett mycket lågt styckpris, gör gjutning och smide till de enda gångbara alternativen för massproduktion (vanligtvis 10 000+ delar). Vi kan hjälpa dig att analysera denna breakeven-punkt när du kontaktar vårt team .
| Behandla | Verktygs-/installationskostnad | Enhetskostnad | Ideal produktionsvolym |
|---|---|---|---|
| CNC-bearbetning | Mycket låg / Ingen | Hög | 1 - 1,000 |
| Gjutning | Mycket hög | Mycket låg | 5,000 - 1,000,000+ |
| Smide | Mycket hög | Låg | 10,000 - 1,000,000+ |
Hur väljer jag rätt process för min aluminiumdel?
Du har en design, en budget och ett produktionsmål. Nu är det dags att fatta det slutgiltiga beslutet. Kör inte fast; använd dessa enkla riktlinjer för att peka dig i rätt riktning.
Gör ditt val baserat på din primära begränsning: för ultimat styrka , välj smide. För komplexa former i hög volym, välj gjutning. För prototyper, låg volym eller högsta precision, välj CNC-bearbetning .
Välj CNC-bearbetning när...
Dina prioriteringar är hastighet för initiala prover, designverifiering eller ultimat precision. Om du behöver 1 till 500 delar, eller om din del har egenskaper med extremt snäva toleranser (enligt definitionen i standarder som ISO 2768 ), är CNC-bearbetning ditt bästa och ofta enda val.
Välj Casting när...
Din del är geometriskt komplex, kommer att produceras i mycket stora volymer (tusentals eller miljoner) och kräver inte den absolut högsta nivån av hållfasthet. Hus, inkapslingar, dekorativa beslag och många fordonskomponenter är perfekta tillämpningar för gjutning.
Välj smide när...
Den absoluta prioriteten är styrka och tillförlitlighet under hög belastning eller stötar. Om delfel skulle vara katastrofalt är smide lösningen. Tänk på kritiska fjädringskomponenter för bilar, strukturella delar för flyg- och rymdfart och högtrycksventiler. Delen måste ha en relativt enkel form och behövas i stora volymer för att motivera verktygskostnaden.
Om författaren
Mitt namn är Kevin. Jag tillbringade första halvan av min karriär i USA med att köpa in industriella komponenter, där jag lärde mig kostsamma läxor av olika design- och tillverkningsprocesser. Sedan jag grundade Prime Metals 1993 har jag byggt vår fabrik på partnerskapsprincipen. Vi är ISO 9001-certifierade och vägleder våra kunder till den optimala tillverkningslösningen, vilket säkerställer att slutprodukten inte bara tillverkas enligt specifikation, utan också blir en succé i verkligheten.
Vanliga frågor (FAQ)
Kan man CNC-fräsa en gjuten eller smidd del?
Ja, det här är mycket vanligt. Många delar börjar som en "nätformad" gjutning eller smide och går sedan in i en CNC-maskin för sekundära operationer för att skapa högprecisionsfunktioner som gängade hål, plana kontaktytor eller hål med snäva toleranser.
Vad är "porositet" i aluminiumgjutning?
Porositet hänvisar till små, tomma hålrum eller gasbubblor som kan fastna i metallen när den svalnar och stelnar. Det är en naturlig biprodukt av gjutningsprocessen och en primär anledning till att gjutgods är i sig svagare än fasta, smidda material.
Vilka aluminiumlegeringar används för varje process?
För CNC-bearbetning är 6061-T6 den vanligaste allroundlegeringen, medan 7075 används för höghållfasta tillämpningar. För gjutning är A380 en populär pressgjutningslegering. För smide används också legeringar som 6061 och 7075 ofta, men i sin "-T6" eller andra värmebehandlade härdningsgrad.
Vad är en "billet"?
Ett ämne är en solid metallbit (i det här fallet aluminium) som har extruderats eller valsats till en standardform, som en rund stång eller ett rektangulärt block. Det är råmaterialet som används för både CNC-bearbetning och smide.
Låt oss bygga din del på rätt sätt
Att välja rätt tillverkningsprocess är grundläggande för projektets framgång. Den påverkar kostnad, prestanda och skalbarhet. Ta inte beslutet ensam.
Vårt team har årtionden av erfarenhet inom alla tre processer. Låt oss granska din design och tillhandahålla en omfattande tillverkningsplan.