跳到内容
跳到内容 Smältpunkt för plast: En komplett guide för industriella köpare och materialingenjörer?
Din nya plastkomponent blev precis skev och gick sönder ute på fältet eftersom den installerades nära en värmekälla. Nu står du inför produktåterkallelser och ett skadat rykte, allt på grund av en missförstådd materialspecifikation.
För plaster är " smältpunkten " komplex. Termoplaster har en specifik smälttemperatur (Tm) för bearbetning, men deras faktiska värmebeständighet i en produkt mäts bättre med värmeavböjningstemperaturen ( HDT), som indikerar när en del kommer att deformeras under belastning.
 Även om vi heter Prime Metals, innebär vår kompletta service för industriell hårdvara att vi har blivit experter på att tillverka högpresterande plastdelar för våra kunders monteringar. Jag har sett fler projekt spåra ur på grund av felaktigt plastval än på grund av nästan alla andra problem. Att förstå hur plast beter sig i värme är inte bara akademiskt; det är grunden för en pålitlig produkt. Det avgör hur vi bearbetar den i fabriken och, ännu viktigare, om den kommer att överleva i verkligheten.
Även om vi heter Prime Metals, innebär vår kompletta service för industriell hårdvara att vi har blivit experter på att tillverka högpresterande plastdelar för våra kunders monteringar. Jag har sett fler projekt spåra ur på grund av felaktigt plastval än på grund av nästan alla andra problem. Att förstå hur plast beter sig i värme är inte bara akademiskt; det är grunden för en pålitlig produkt. Det avgör hur vi bearbetar den i fabriken och, ännu viktigare, om den kommer att överleva i verkligheten.
Varför är "smältpunkt" i plaster mer komplicerad än i metaller?
Du är van vid att metaller har en enda, exakt smältpunkt där de övergår från fast till flytande. Men med plaster används termer som "mjukningspunkt" och "glasövergångspunkt" ofta, vilket orsakar förvirring.
Plaster delas in i två familjer: termoplaster, som smälter och kan omformas, och härdplaster, som förkolnas och brinner istället för att smälta. Inom termoplaster skiljer sig det termiska beteendet kraftigt mellan kristallina och amorfa typer, vilket gör en enda "smältpunkt" missvisande.
Termoplaster kontra härdplaster
Detta är den mest grundläggande skillnaden. Termoplaster (som ABS, polykarbonat, nylon) kan värmas upp till sin smältpunkt, kylas ner och smältas om igen utan betydande nedbrytning. Detta gör dem idealiska för formsprutning. Härdplaster (som epoxi, silikon, polyuretan) genomgår en irreversibel kemisk förändring vid uppvärmning. De härdar till ett fast tillstånd och smälter inte igen; de kommer helt enkelt att brinna.
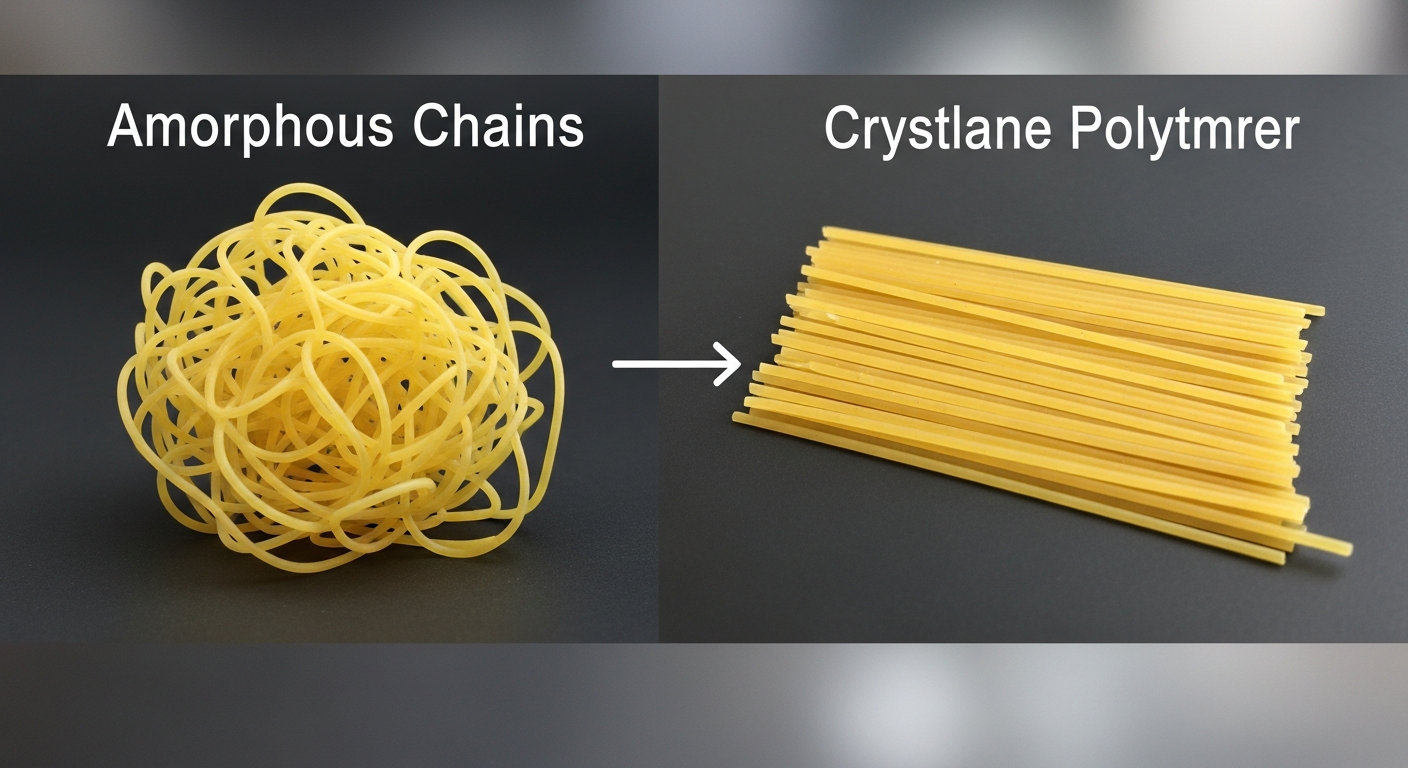
Kristallina vs. amorfa termoplaster
Det är här den verkliga komplexiteten börjar.
- Amorfa plaster (som PC, ABS) har en slumpmässig, trasslig molekylstruktur. De har ingen verklig smältpunkt. Istället har de en glasövergångstemperatur (Tg) , där de går från ett hårt, glasartat tillstånd till ett mjukt, gummiartat.
- Kristallina plaster (som nylon, PP) har en ordnad, strukturerad molekylkedja. De har både en glasövergångstemperatur (Tg) och en tydlig, distinkt smälttemperatur (Tm) där de kristallina strukturerna bryts ner och materialet blir flytande.
Praktiska definitioner för köpare
| Kalla | Förkortning | Gäller för | Vad det betyder för dig |
|---|---|---|---|
| Glasövergångstemperatur | Tg | Alla termoplaster | Den punkt där plasten mjuknar och förlorar styvhet. |
| Smälttemperatur | Tm | Kristallina termoplaster | Den punkt där plasten blir flytande för gjutning. |
| Värmeavböjningstemperatur | HDT | Alla termoplaster | Den verkliga indikatorn på en dels strukturella stabilitet vid höga temperaturer. |
Hur påverkar smälttemperaturen formsprutningsprocessen?
Du har specificerat en högtemperaturplast som PEEK för din del, men offerterna du får är höga. Anledningen ligger ofta i de extrema bearbetningstemperaturer som krävs, vilket påverkar allt från energikostnader till cykeltider.
Smältpunkten avgör de viktigaste parametrarna för formsprutningsprocessen, inklusive cylindertemperatur, formtemperatur och erforderlig torktid. Felaktiga inställningar leder till defekter som korta skott, brännmärken eller svaga delar.

Inställning av fattemperaturen
I formsprutningsmaskinens cylinder smälts plastpellets. Temperaturen måste ställas in långt över plastens Tg och, för kristallin plast, dess Tm. Om den är för låg flyter inte plasten ordentligt, vilket leder till ofullständiga delar ("short shots"). Om den är för hög kan materialet brytas ner, förlora sina mekaniska egenskaper och orsaka missfärgning eller "brännmärken".
Formtemperatur och cykeltid
Formen värms eller kyls också till en specifik temperatur. En varm form hjälper den smälta plasten att flyta in i invecklade detaljer, medan en kall form hjälper delen att stelna snabbare. Denna kylningsfas är ofta den längsta delen av formsprutningscykeln. Plaster med höga smältpunkter kräver mer energi för att smälta och ofta mer tid för att svalna, vilket leder till längre cykeltider och ett högre styckpris.
Torkning av förgjutningsmaterial
Många plaster, särskilt nylon och polykarbonat, är "hygroskopiska", vilket innebär att de absorberar fukt från luften. Om dessa pellets smälts utan att först torkas ordentligt, omvandlas det instängda vattnet till ånga, vilket orsakar bubblor, ränder och allvarlig sprödhet i den färdiga delen. Plaster med höga smältpunkter kräver ofta högre torktemperaturer under längre perioder, vilket ytterligare ett viktigt steg i vår ISO 9001-certifierade produktionsprocess.
höga smältpunkter kräver ofta högre torktemperaturer under längre perioder, vilket ytterligare ett viktigt steg i vår ISO 9001-certifierade produktionsprocess.
Hur matchar man en plasts värmebeständighet med dess tillämpning?
Databladet säger att din plasts smältpunkt är 220 °C, men delen deformerades i en miljö som bara var 120 °C. Detta vanliga fel inträffar eftersom smältpunkten är ett bearbetningsmått, inte ett prestandamått.
För verklig prestanda, ignorera smältpunkten och fokusera på värmeavböjningstemperaturen (HDT) . HDT är den temperatur vid vilken en standardteststång av plast börjar deformeras under en specifik belastning, vilket gör den till den bästa indikatorn på strukturell prestanda vid höga temperaturer.
 !
!
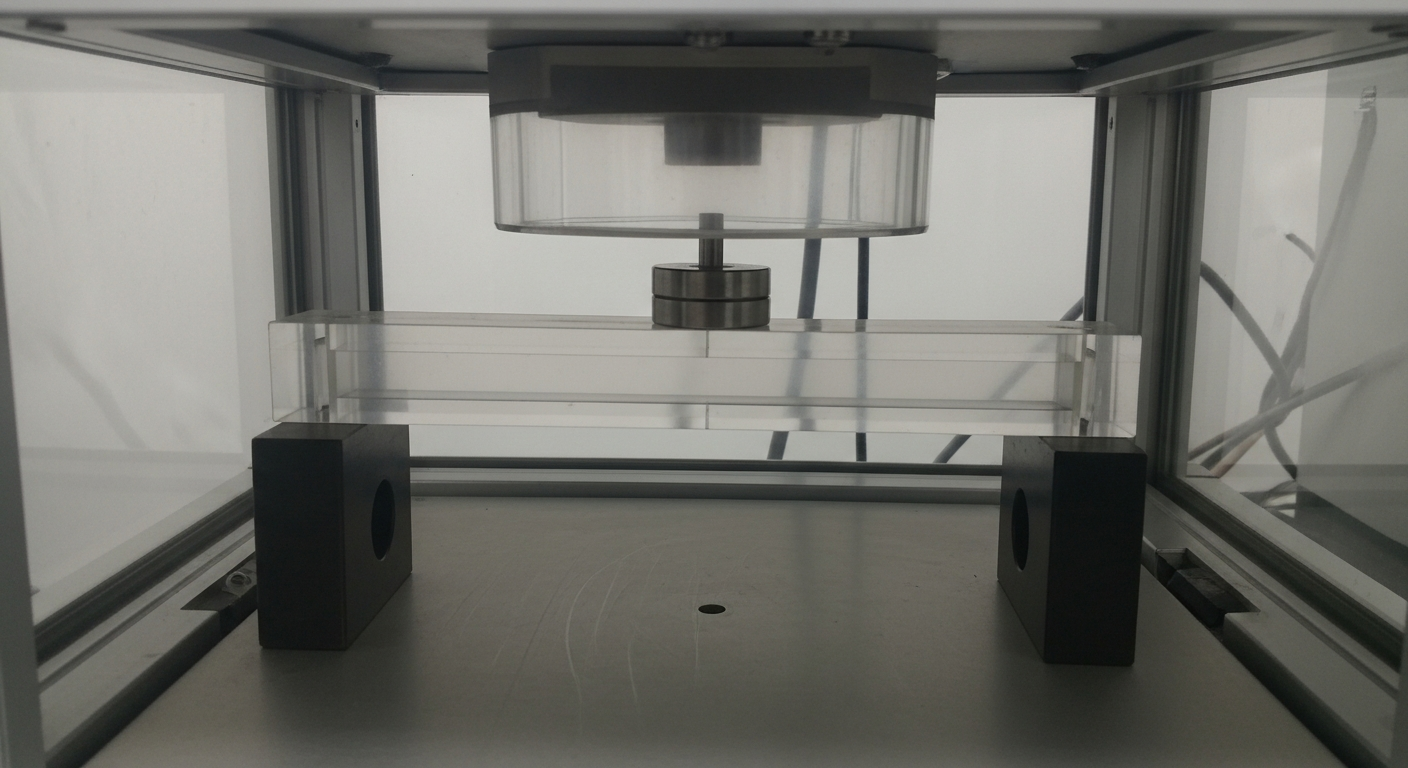
Den avgörande rollen för värmeavböjningstemperatur (HDT)
HDT-testet definieras av standarder som ISO 75. Det visar vid vilken temperatur materialet förlorar sin styvhet och börjar böjas. Detta är det värde en ingenjör måste använda när de konstruerar en plastdel som kommer att utsättas för någon form av fysisk stress i en varm miljö, såsom ett motorkåpa, ett hölje för elektronik eller en komponent i ett varmvattensystem.
Kontinuerlig användningstemperatur (CUT)
För delar som kommer att utsättas för hög värme under hela sin livslängd (tusentals timmar) måste du ta hänsyn till kontinuerlig användningstemperatur. Detta är en lägre klassning än HDT och anger den maximala temperatur som materialet kan motstå långsiktigt utan betydande försämring av dess egenskaper. Välrenommerade materialleverantörer som DuPont eller SABIC tillhandahåller dessa uppgifter.
Vanliga plaster och deras termiska egenskaper
| Plastmaterial | Typ | Smälttemperatur (Tm) Ungefärlig | HDT vid 0,45 MPa Ungefär. | Vanlig användning |
|---|---|---|---|---|
| ABS | Amorf | Ej tillämpligt (Tg ~105°C) | 98°C | Elektroniska höljen, konsumentvaror. |
| Polykarbonat (PC) | Amorf | Ej tillämpligt (Tg ~150°C) | 130°C | Linser, skyddsglasögon, maskinskydd. |
| Nylon 6/6 (PA66) | Kristallin | 265°C | 90°C (Ofylld) | Kugghjul, lager, strukturella komponenter. |
| TITT | Kristallin | 343°C | 152°C (Ofylld) | Flyg-, medicin- och högpresterande tätningar. |
Kan tillsatser och fyllmedel ändra en plasts smältpunkt?
Du har fått en offert på en del av "glasfylld nylon" som tål hög värme mycket bättre än standardversionen. Att förstå hur tillsatser fungerar är nyckeln till att specificera kostnadseffektiva och högpresterande material.
Fyllmedel som glasfiber förändrar inte plastens grundläggande smältpunkt (Tm), men de ökar dramatiskt dess värmeavböjningstemperatur (HDT) och styvhet, vilket gör att delen kan hålla sin form vid mycket högre temperaturer.
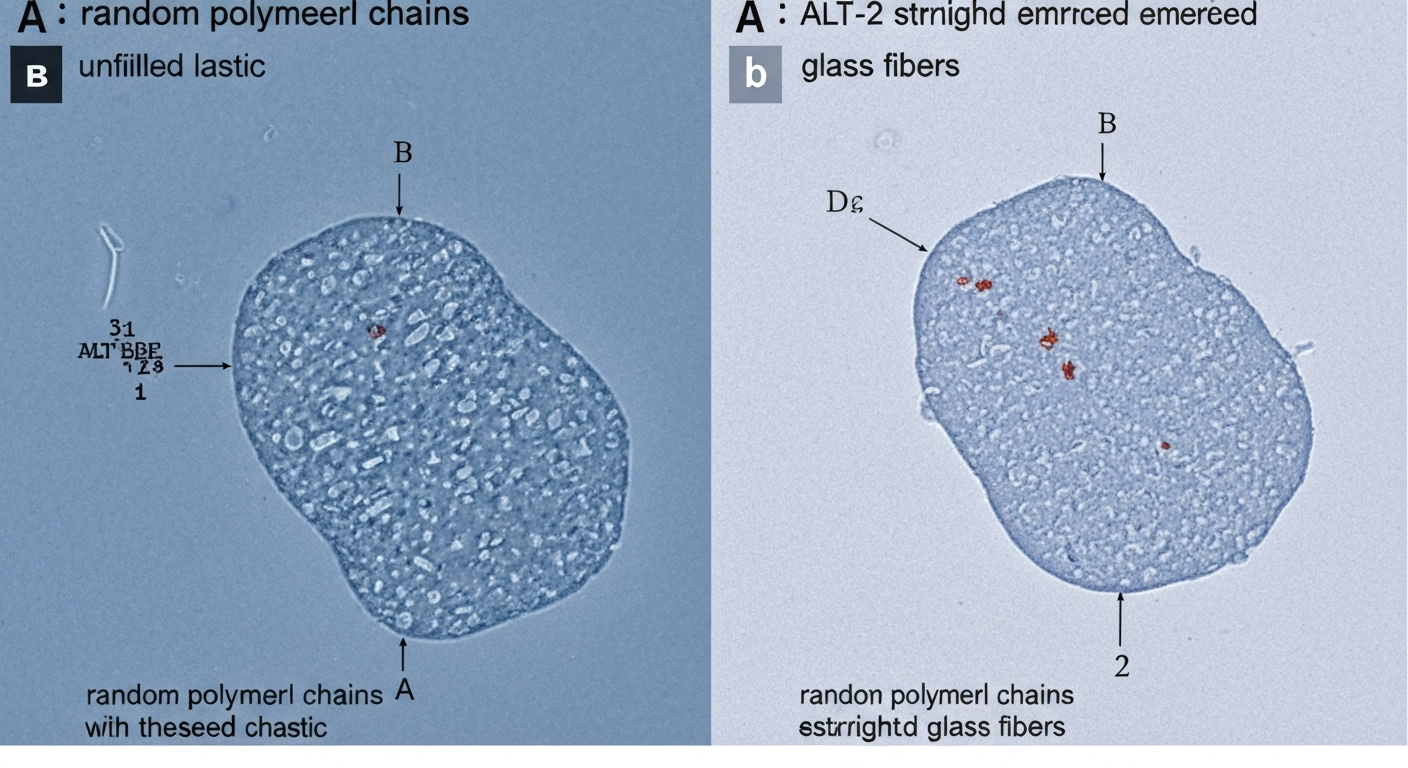
Förstärkningarnas kraft
Att tillsätta hackade glasfibrer eller kolfibrer till en termoplast är som att tillsätta armeringsjärn till betong. Plasten smälter fortfarande vid samma temperatur, men det styva, interna nätverket av fibrer förhindrar att kompositmaterialet böjs eller sjunker ihop förrän mycket högre temperaturer uppnås. En 30 % glasfylld nylon 6/6 kan till exempel ha en HDT på cirka 250 °C , en enorm förbättring jämfört med 90 °C hos dess ofyllda motsvarighet.
Rollen av slagmodifierare och mjukgörare
Andra tillsatser kan förändra den termiska prestandan. Slagmodifierare är gummiartade polymerer som tillsätts för att förbättra segheten, men de sänker ofta den starka glasövergångstemperaturen något. Mjukgörare tillsätts till material som PVC för att göra dem mjuka och flexibla, vilket avsevärt sänker deras glasövergångstemperatur och värmebeständighet.
Virgin vs. ommalet material
I vår fabrik får vi ofta frågor om hur man använder "omslipning" (återvunnet material från tidigare gjutningar) för att sänka kostnaderna. Även om detta är standardpraxis är det avgörande att kontrollera procentandelen. För mycket omslipning kan leda till en minskning av molekylvikten, vilket orsakar en liten minskning av smältpunkten och en mer betydande minskning av mekaniska egenskaper och HDT. För kritiska tillämpningar rekommenderar vi alltid att använda 100 % jungfruligt material, och detta specificeras i vår PPAP-dokumentation. Behöver du diskutera materialalternativ? Kontakta vårt teknikteam .
Hur verifierar vi en plasts termiska egenskaper vid kvalitetskontroll?
Du har godkänt en design baserad på ett materialdatablad, men hur vet du att plastpelletsen som anländer till fabriken faktiskt uppfyller den specifikationen? En robust kvalitetskontrollprocess är avgörande.
Vi verifierar materialegenskaper med två huvudmetoder: granskning av analyscertifikatet (CoA) från materialleverantören för varje batch och användning av laboratorieutrustning, som en differentiell svepkalorimeter (DSC), för att bekräfta termiska egenskaper som smältpunkt.